OK, time to get back to the afterburner!!! I had just finished the mixing chamber last week which has lead me up to building the burner duct/mixing chamber flanges. These flanges will connect the mixing chamber and burner duct at the step transition. This will allow me to remove the burner duct from the mixing chamber for inspection or future modification. The flanges will also serve as a radial expansion joint from the super hot burner duct to the relatively cool mixing chamber. To start off the build I cut out a couple of 1/4 thick 304 stainless steel plates that will eventually become both flange halves.
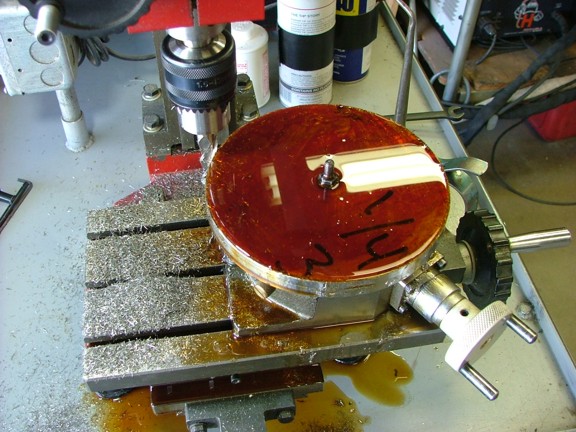
The next step was to start cutting the plates into the general shape of the flanges. I used some Dykem red layout fluid to stain the surface of the plates so I could easily see the scribe marks I layed out with my compass.
A metal bandsaw was used to cut out the rough shape of the plates in preparation for the milling process. I used a slow band speed and plenty of cutting oil to keep the heat down while cutting. You can easily ruin a brand new band saw blade on stainless if you are not careful :0/ It gets expensive real fast, I know from experience :0P
The next step is to machine the flanges on my vertical mill. This is the same process I used to build the combustor flange for the GR-7 engine. The work pieces are mounted to a indexing rotary table which is situated below an end mill. The work pieces are then milled round by turning the rotary table while the end mill shaves off the excess metal.
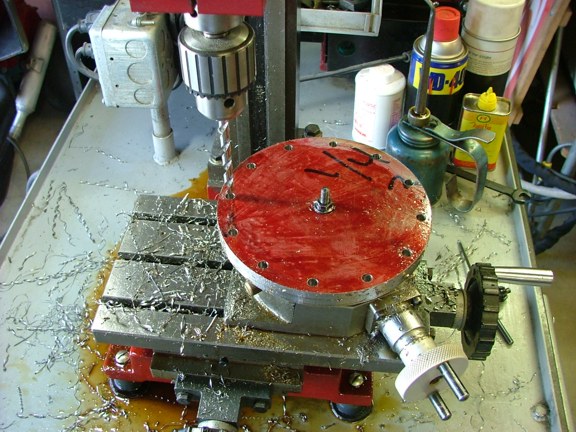
Now that the plates were cut to the proper diameter I could start drilling the flange bolt holes. The indexing marks on the rotary table were used to space the bolt holes 30° apart for a total of twelve holes. I used a 1/8 pilot drill to pre drill the hole locations as seen below.
A 17/64 drill bit was used to widen the holes to size. Once again, slow cutting speeds and plenty of cutting oil ;0)
To cut the inner diameter of the plates requires some plunge milling. This is where the end mill is progressively drawn through the steel to make a trough. This trough will separate the flange rings from the center hub thus completing the process.
Ahhh, the final product :0)
The 1/4-20 bolts that will be used to secure the flanges together will need threads on the inner side of the flange. To accommodate this need I welded 304 stainless nuts to the inside face of the inner flange ring as seen below.
The next step is to weld the outer flange to the mixing chamber.
Stainless steel has the uncanny habit of shrinking after welding. You have to anticipate how the metal will react to the heat before you attempt the weld. In this case the flange will definitely pull toward the welded side of the flange leaving the face of the flange dished. To counter this effect I will need to weld both sides and hope that the equal shrinking force will leave the flange relatively flat. The flange ring was adjusted into position on the mixing chamber duct and tacked into place with the TIG welder. I then welded the outside face of the outer flange ring and then allowed the metal to cool. As described earlier the flange warped quite evenly all the way around, slightly dishing the flange. This needed to be countered with an equal weld on the opposite side of the flange.
I proceeded to weld a similar bead on the opposite side of the flange ring and allowed it to cool just as before. Amazingly enough the weld pulled the flange ring flat again :0)
I tried my best to not undercut the mixing chamber duct when welding the flange to it. This can be a real problem when welding a thinner metal to a thicker one. The key to preventing undercutting is to focus the heat of the torch head on the thicker metal while adding filler rod to the puddle. The puddle is then allowed to wick to the thinner metal with only a minimal amount of direct heat applied.
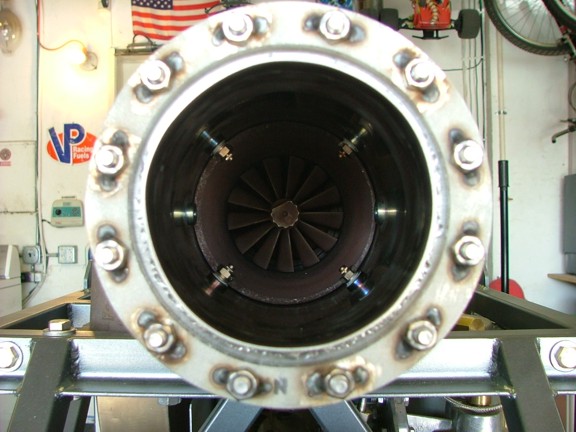
The completed assembly looks more like part of an electron microscope than an afterburner ;0)
And now for the burner duct!!! The fuel/air mixture that the mixing chamber makes will eventually need a place to burn. This is where the burner duct comes in. As the fuel/air mix passes through the step transition into the 6 burner duct it will abruptly slow down to less than half the speed it was traveling. This will not only create the regeneration turbulence discussed earlier but will also allow time for the fuel/air mix to burn while still inside of the duct. The burner duct will need to withstand a minimum temperature of 2200° F which will be close to the gas temperature exiting the nozzle. The 6 x 0.83 thick 304 stainless steel pipe I am using for the burner duct has a melting temperature of about 2600° F. This is pretty close to the gas temperature which will definitely cause the metal to glow red as well as oxidize. The stainless steel pipe should be able to resist the oxidization process and prevent erosion better than mild steel (much like the evaporator tubes in the GR-7). Attached to the burner duct will be the jet nozzle. This fixed nozzle will be responsible for accelerating the exhaust gasses to well above the speed of sound. For this I will be using a set factory made reducing couplers made for industrial sanitary process piping. The larger fitting (below) is a 6 to 4 reducer made from 304 stainless pipe. The smaller fitting is a 4 to 3 reducer.
These swage formed reducers will provide a smooth transition for the exhaust gasses to travel through. This particular one below is a real beauty :0) The reducer has a wall thickness of 0.100 at the big end and 0.125 a the small end (due to the swage process).
I was really lucky to find this reducer on eBay for a real bargain. Normally a wholesale house will charge as much as $275 USD for this fitting alone!!!
The smaller 4 to 3 reducer (below) is not quite as impressive as the bigger one but a whole lot cheaper ;0) This reducer has a wall thickness of 0.075 at the big end and 0.085 at the small end. Eventually this fitting will be cut to the desired diameter of the jet nozzle.
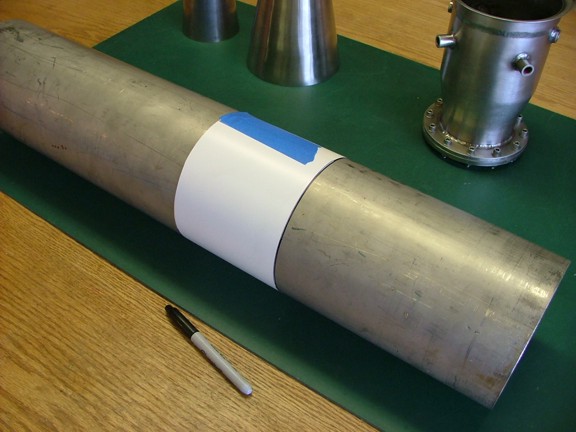
I needed to cut the 6 duct piping to the desired length of 20 which is 3.33 x the diameter of the pipe. I am hoping that the 20 duct combined with the volume of the 7-8 long jet nozzle will be enough space for the combustion process to take place. To evenly cut the pipe I needed a good reference mark to go by so I used some vinyl flashing to make a circumferential straight edge. The vinyl was wrapped around the pipe and then traced with a marker for the cut line as seen below. It works quite well :0)
I used my bandsaw to carefully cut the pipe down to size.
The burner duct ends were cleaned up and prepared for welding. The duct was then put aside for preparation of the jet nozzle pieces.
As mentioned earlier the smaller of the two reducers will need to be cut to size allowing for the proper nozzle diameter. This will be much easier to do before the reducers are welded together.
The 1000°+ rise in the exhaust gas temperature will indeed cause a increase in volume of exhaust gasses. This increase needs to be accounted for when determining the afterburner jet nozzle size. I am planning to slightly undersize the AB nozzle to allow for tuning tolerances. I will eventually increase the size of the nozzle if my fuel burn rates are too low or the engines EGT is too high. For now I am going to settle on a 43% nozzle area increase from the original non-afterburning jet pipe (72 mm @ 4069 sqmm to 86 mm @ 5806 sqmm - special thanks to John Wallis for help with the equations :0). This nozzle increase should accommodate the extra gas volume and still maintain the same internal jet nozzle pressure. However I will lose a lot of my dry (non-afterburning) thrust to the larger nozzle :O\ Commercial engines use a variable diameter nozzle to adjust from normal mode to AB mode. This allows the engine to maintain consistent nozzle pressures during both the afterburning and non-afterburning cycles. A variable nozzle design would be ideal for this project but require a lot of effort to build :oP For now I want to take baby steps and build a serviceable, bullet proof burner that will hold up to prolonged burns. Exactly what I need for my next dry lake run!!!
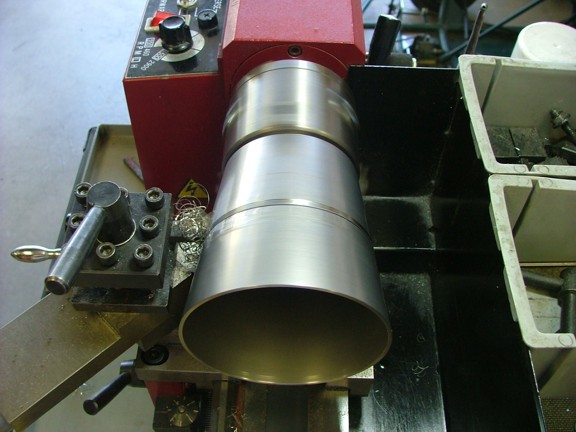
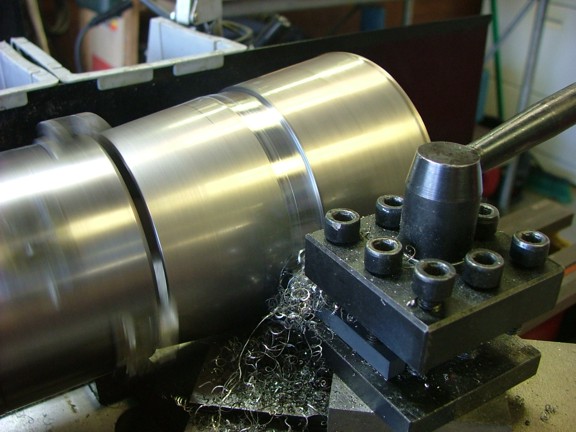
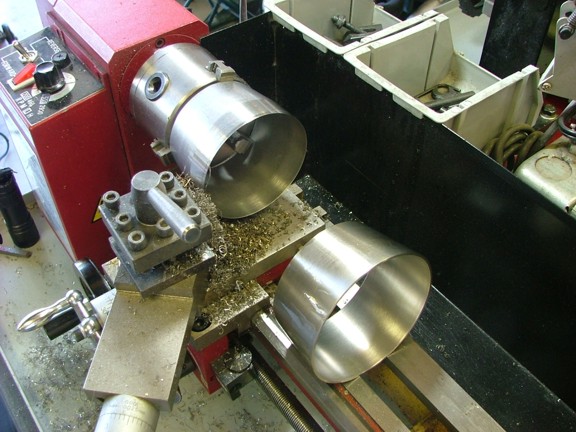
I decided to use my lathe to cut the afterburner nozzle to size as described earlier. The lathe will cut the reducer with more precision than the band saw. However I will not be able to use the lathe to widen the nozzle if I need to after the burner duct is welded up :o(
The end nozzle is now sized perfectly to an ID of 86 mm. Hopefully the nozzle size will be in the ballpark when it comes to the new gas flow volume.
And now for the part that makes me anxious, welding expensive steel parts together :0P
This weld along with the one that will join the nozzle to the burner duct are the most important. A lot of heat stress will be applied to the joints so the welds must penetrate if I want this afterburner to last any amount of time. I used the back purging method to shield the inside of the reducers with argon to help the process.
Using my flap disk grinder I carefully smoothed out the weld for a finished look. The belt sander was then used to touch up the joint.
Well I've got a lot done so far with a ton of stuff left to do. Next week I hope to finish off the burner duct and get working on some sort of support system for the AB assembly.
Please join me again for the next episode of the GRV-2 jet bike project!!! Till then be safe and keep your digits out of spinning compressor wheels (and loose shop rags for that matter :0)