OK, back to the build!!! The burner duct flange ring that I made a week ago was ready for welding. To weld the ring into place I needed to position it at the end of the burner duct pipe making sure it is square to the axis of the pipe. I tapped the snug fitting ring into the pipe and then used a carpenters rafter square against my workbench to check the flanges position (not shown). This was done while rotating the pipe to guarantee an axial trueness. Once I was happy with the position of the ring I tacked it in with the TIG welder. I then laid down a nice even bead around the flange ring as seen below.
As usual I like to conceal my bird-poop like welds by grinding them down with the flap disk :0P
Now that the flange is in place it is time to add the jet nozzle to the duct. Now this piece represents a good chunk of change so I need to be on my a-game for this one! I tacked the nozzle into place and set up the back purging equipment to protect the inside of the pipe.
I allowed the argon gas to fill up the duct for several minutes before proceeding. I then welded the joint with as much heat as I could without warping the pipe. My hopes were to penetrate the joint all the way through.
The weld penetrated the joint perfectly ensuring a super strong bond. I smoothed over the bead with the flap disk grinder and moved on to the next step.
The burner duct itself will take the most abuse of the afterburner assembly. More than likely it will get up to temperatures that will make the metal glow bright yellow!!! This will surely cause discoloration and possibly oxidization. For this fact I am not too concerned with the appearance of the duct itself. However, I do want the outside of the duct to have an even surface texture so that it behaves uniformly under heat. I decided to use my belt sander method give the duct a brushed metal look much like my old jet pipe. The only problem I had was the burner duct was now too big to hold up to the belt sander machine :0/ I had to devise a way to brush the metal evenly while rotating the whole assembly. For this I had to build a special machine :0)))
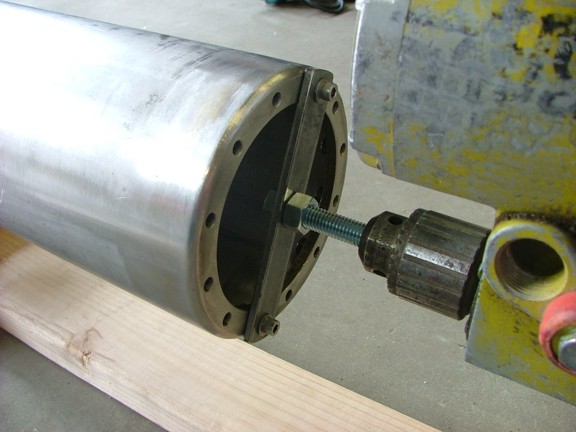
I fabricated an arbor tool that bolted directly to the burner duct. This was attached to a two speed angle drill as seen below.
A wooden frame was made to support the drill motor as well as two furniture dolly wheels. The wheels serve as a tailstock support for my new makeshift duct grinding lathe. Once everything was secured I fired up the drill on slow speed and proceeded to grind the duct.
I used a 5 x 1.5 80 grit flap wheel on my 3/8 electric drill to grind the burner duct. Several passes back and fourth were made to produce a very cool finish on the duct. I was quite surprised at how well it worked :0)
Its a real shame that this duct will soon be turned black and blue from the heat :0/
The next step is to join the burner duct to the mixing chamber. I used an anti-sieze compound (not shown) to treat the 18-8 stainless steel cap screws before installing them into the flanges.
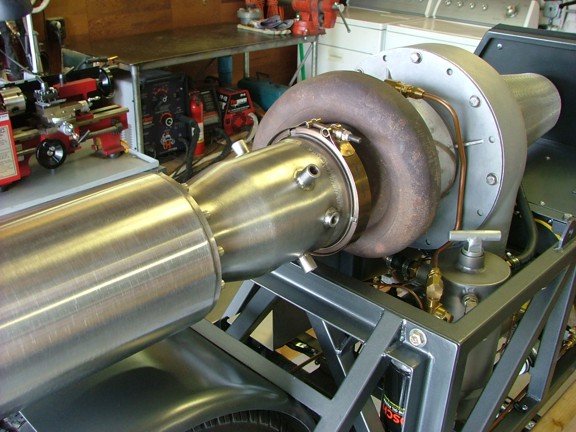
The basic shape of the burner is now complete. The entire assembly was placed on a postage scale and came in at just under 18 pounds. The assembly sort of looks like a missile at this point ;0)
I wanted to see what this monster would look like on the bike so I attached it to the GR-7 with the existing 5 v-band clamp. It looks like the burner will add 14 inches to an already super long bike!!!
It was now time to start working on the support bracket for the burner duct. The support bracket will cradle the AB assembly while still allowing it to expand and contract during its heat cycles. This is pretty important as the duct will expand greatly when at extreme temperatures. This could cause warping and deformation of the duct if bolted rigidly to the engine frame. I plan on building a half-moon cradle that will support the duct half way down its length. This cradle support will allow the duct to slide back and fourth freely during its heat cycles. To make this cradle system work I will need to build an adjustable support bracket on the rear of the bike.
I needed to add two mounting tabs to the existing rear assembly of the jet bike. These tabs will support a set of Heim joint rod ends which will be used for side to side adjustment later on. These tabs will need to be welded to the existing bike frame so I removed the rear frame assembly to lay out where the tabs will go.
I removed the existing paint where the tabs would go and then proceeded to MIG weld the tabs in place. Notice that I had already drilled 3/8 mounting holes into the tabs.
After a little cleaning and repainting The rear assembly was ready to go back on the bike.
Now those 3/8-24 Heim joints that I showed you earlier will need to attach to the new support bracket. To do this I welded in two - 3/8 heavy nuts into the 1 square tubing which will be used for the support bracket.
I used a 3/8-24 bolt to steady the nuts while I carefully welded them in with my MIG welder.
The square tube ends were then ground flat providing a level surface for the Heim joints to mount.
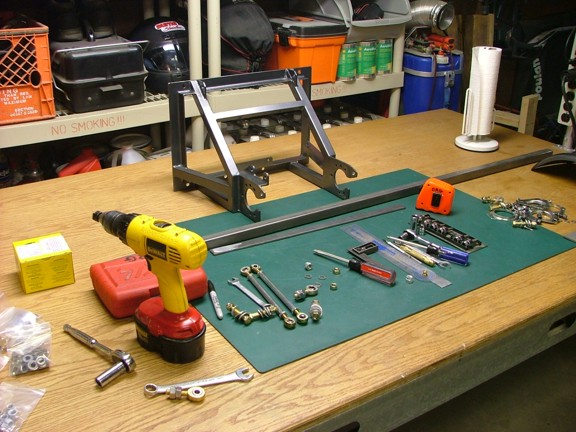
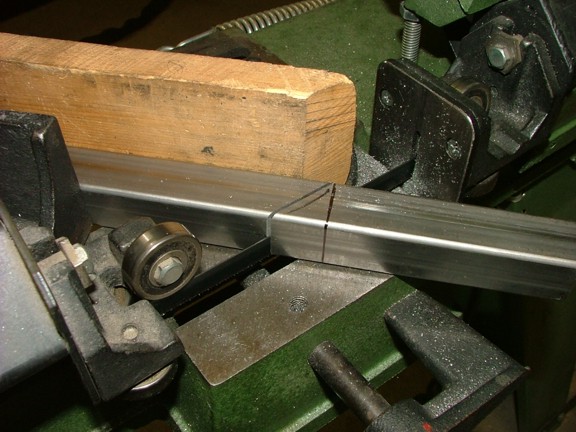
The square tubing pieces now needed to be miter cut to form up the support bracket. Once again my horizontal bandsaw is earning its keep :0)
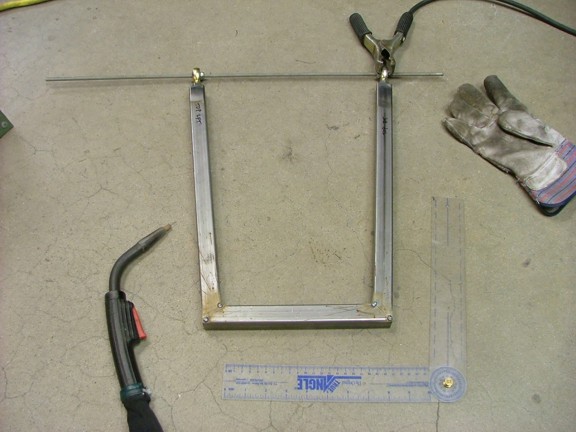
The bracket pieces were carefully aligned and tack welded into place. Notice the threaded rod spacer placed between the two Heim joints. This rod spacer will maintain the distance needed to clear the support tabs welded on earlier.
I now needed to fabricate a set of tabs to support the elevation adjustment tie rods. These tie rods will adjust the elevation of the support cradle which will help align the afterburner duct greatly. I cut out a set of tabs from 3/16 plate steel and then drilled 5/16 mounting holes for the tie rod ends to mount.
The tabs were welded on at the end of the u-shaped support bracket.
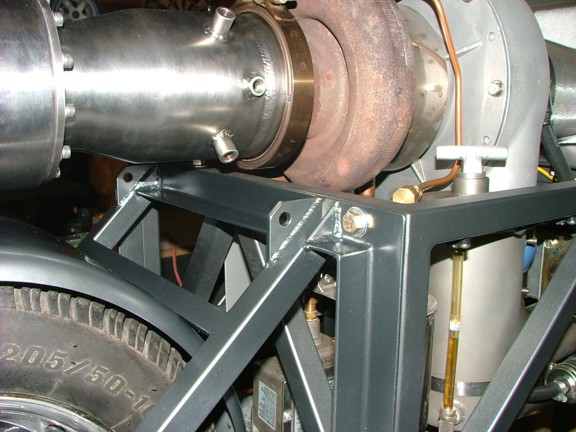
The whole assembly was then mounted to the bike for a test fit. A set of 3/8-16 hardened bolts were used to attach the Heim joints to the tabs.
The rear 5/16-24 tie rods were attached to the support bracket and adjusted so that the bracket is level.
The forward Heim joints could now be adjusted so that the bracket is centered perfectly on the thrust axis.
The support bracket is now ready for the cradle support system to be installed.
I am now a couple steps closer to finishing the afterburner system which will hopefully propel the GRV-2 even faster than before. Join me again next week when I finish the AB duct cradle and hopefully start plumbing the fuel system.