Hello again folks! I have had time to think about the jet bike project as a whole and it seems I have yet to accomplish one of my original goals for the GR-7 engine. When I set out to build the GR-7 back in 05 I had hoped to produce an engine capable of producing 65+ pounds of static thrust. The closest I ever got to that number was 51 pounds which has left me 30% short of my goal.
From as as early as the first few weeks of the GR-7 project I have been contemplating different systems to augment thrust should the need arise. At one point I was entertaining the idea of using water injection to increase the thrust of the engine. However the additional weight of a water tank on the jet bike is an undesirable prospect at this point. The clear solution to the thrust deficit is to add an afterburner to the engine (you knew this was coming didnt you :0). A well designed afterburner can produce up to 50% additional thrust for a commercially built turbojet engine. DIY jet engines rarely benefit this greatly from an afterburner although decent thrust increases can still be achieved. My hopes are to build a simple afterburner for the GR-7 that will be capable of producing a 30% increase in thrust without causing additional stresses on the core engine. To get a proper start on this project I conducted some research on the afterburner subject. Using several texts including Aircraft Gas Turbine Engine Technology by Irwin E. Treager I have learned the basic principle on how an afterburner produces additional thrust. I have also spent some time researching current DIY and commercial afterburner designs to help get a feel for the mechanics of the process. From what I can tell an afterburner takes the unused exhaust air/oxygen (as much as 75%) from the combustion process of a host turbojet engine and mixes it with fuel. Once properly mixed, the fuel/air mixture is ignited inside a burner duct which produces a rapid expansion of the engines exhaust gasses. This rapid expansion (which is directly related to the temperature rise in exhaust gas) is directed through a nozzle to further increase the acceleration of the gasses as they exit the engine. Ultimately the velocity increase of the core engines standard mass flow is what raises the thrust of the afterburning turbojet engine. To apply this technology to the GR-7 I must design a burner that can properly mix fuel with the exhaust gasses as well as burn it within the confines of the burner duct. Not a terribly difficult task but it still will require some careful thought in the design process. Ultimately I want to produce a simple yet efficient afterburner that will fulfill the 65 pound thrust requirement I set for the GR-7 back in 2005.
Over the past few weeks I have been collecting parts for the AB (AfterBurner) project. Since then I have obtained most of what I need including fuel system parts, ignition system parts and the all-important burner duct material. The 6 304 stainless steel pipe seen below will be used as the burner duct of the AB system.
Many brass and stainless steel fittings were collected to serve as part of the fuel delivery system.
A collection of 304 stainless steel pipe reducers will be used to help build the mixing chamber and burner duct nozzle. Stainless steel is a good economical choice for intense environment applications. It handles heat and oxidization much better than carbon steel.
After studying my options for an afterburner design model I decided to gravitate to a proven DIY AB configuration. I will be building what is commonly called the step type afterburner. Many experimenters have had success building this type of AB which works especially well with turbocharger based gas turbines. The basic idea of the step afterburner design consists of a two stage ducting system where a smaller duct transitions to a larger duct at an abrupt right angle. This sharp increase in duct diameter serves to promote an aerodynamic disruption of the exhaust gas flow, not only slowing the gasses down but causing an eddy current in the flow. This disruption causes a doughnut style swirling action of the gasses at the step transition which promotes a regeneration zone for the fuel/air mixture to continually ignite. Commercially built afterburner systems have a much more complex duct burner system that employs a flameholder grid which essentially does the same thing as the step transition. However the commercially built AB systems do not have divergent ducting to help slow down the fuel/air mixture for proper combustion as the DIY step design does. They instead use very large burner ducts to allow the fast moving gasses time to mix with the fuel and then burn before exiting the jet nozzle. It is important that the fuel/air mix has time to burn inside the burner duct or else the thrust energy obtained from the combustion will be diminished. The more fire out of the jet nozzle the less efficient the AB will be. The step design will help keep the combustion inside the burner duct as well as allow the burner duct to be shorter due to the relatively slower moving gasses. I plan to stay true to the step design with the exception of the small fuel mixing duct. This smaller upstream duct is usually sized to match the exducer of the turbo being used on the core engine. This is done to minimize aerodynamic losses associated with any change in diameter of the pipe. I am going to use the VT-50s exhaust diffuser section to slow down the flow of gasses so the diesel fuel can be properly mixed with the exhaust before entering the burner duct step. The smaller ducting section of this AB project will be called the mixing chamber. The mixing chamber will hold the four fuel nozzles that will be charged with atomizing the diesel fuel into the gas flow. Since the v-band flange of the VT-50 is 5 in diameter I will need to reduce the chamber to 4 before entering the 6 burner duct. This will serve as the step section of the AB ducting. I started out by gathering the parts for the mixing chamber which includes a piece of 5 x .065 thick 304 stainless pipe, 5 x 4 reducer transition and a v-band flange.
The 5 v-band adaptor flange I will be using in this project is very similar to the one I used to make the original jet nozzle for the GR-7 (Burns Stainless Cat #VB-500 Flange). However both of these flanges were not made for the style of clamp I am using on the VT-50. I was unable to source a 5 stainless steel v-band adaptor anywhere so I will have to modify this one as I did with the original jet nozzle adaptor.
You will notice the rolled edge of the v-band flange below. This feature is used with a proprietary style clamp exclusive to this style flange. I need to remove the rolled edge to allow this flange to fit under the stock v-band clamp being used on the turbo.
I used an angle grinder to carefully remove the lip of the roll as seen below.
The flange is now ready for welding to the 5 x 4.5 mixing chamber duct.
Once again I get to use my TIG welding rig :0) I was a little rusty at my technique but managed to not ruin any parts.
To finish off the v-band flange I needed to bend the flange to match the angle of the flange on the turbo. Using a Crescent wrench I carefully worked the SS flange lip into shape.
To help aid in the fuel mixture process I am using an oversized 5 duct. However I will need a sufficient step transition to the 6 burner duct which the 5 cannot provide. For this I am using a 5 to 4 exhaust transition (Burns Stainless Cat #RD-400-500-16-304-S). This transition will focus the fuel/air mixture before it hits the step transition of the burner duct and hopefully promote good combustion.
To properly weld the .065 thick pipe together I capped off both ends of the chamber with aluminum foil and pumped argon gas into the void. This is called back purging which helps keep oxygen away from the white hot weld joint (from the side that you are not directly welding). If oxygen gets to the molten stainless steel it will cause sugaring which is a black cauliflower like oxidization.
Tin foil works great as end caps for the pipe. It holds up a lot better than tape due to the heat inside the pipe.
I inspected the inside of the duct for weak spots in the weld. Luckily the weld penetrated the joint thoroughly which will ensure good strength.
I used a 24 grit flap disc on my angle grinder to clean up the exposed weld on the transition. I then used my belt sander method to give the chamber a brushed look as I did on the original jet nozzle.
The next step is to install the fuel atomizers into the mixing chamber. I decided to use four separate fuel nozzles spread out around the diameter of the mixing chamber. Using multiple nozzles will help evenly spray fuel into the gas flow and require less fuel pressure than using a single centrally located nozzle. The 304 stainless 1/8 NPT couplings seen below will hold the four fuel nozzles and EGT probe into the chamber (the sixth one is a spare port).
I very carefully selected the nozzle type to be used in the mixing chamber. These directional spray nozzles (McMaster-Carr Cat #30995K21) do not use swirling vanes but instead use a deflector to fan out the fuel jet. They are a one piece 303 stainless steel nozzle that can withstand 1200° F which in my case is perfect. This simple design should prove to last longer in the harsh environment of the mixing chamber. These nozzles are rated for 0.1 gallons per minute at 40 PSI (water) which should translate to a bit less for diesel fuel. I am estimating that the afterburner will require as much as two times the fuel flow of the core engine at full burn. This means that the four nozzles together need to flow about 26 gallons per hour (4 x 0.1 GPM = 0.4 GPM = 24 GPH +/- @ 40 PSI). I figure that the fuel system will need to deliver a head pressure of about 50 PSI x 30 GPH to ensure the AB will have the fuel it needs.
I layed out the locations of the EGT probe and fuel nozzles on the chamber as seen below.
Using a step drill and cutting oil I drilled out the locations to a diameter slightly smaller than the stainless couplings.
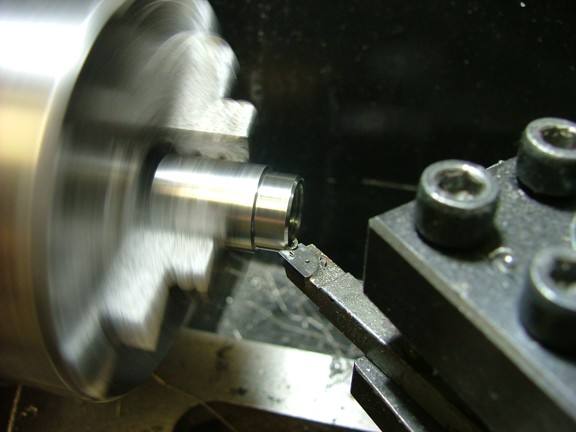
Using the lathe I turned a shoulder on all of the couplings which will help counter sink the fittings into the chamber. This should help produce a better weld joint between the couplings and the pipe.
Since these nozzles are directional they will need to be pointed downstream of the gas flow. The unique nozzle deflector will better protect the nozzle orifice if it is not faced upstream to the gas flow. A venturi effect may also help purge the nozzle once the fuel flow has stopped which should reduce fuel deposit build up. To ensure that the nozzles will be perfectly aligned I decided to pre-install them into the couplings before welding them into the duct. I applied an anti-seize compound to the threads of the nozzles to help protect them during the welding process. I was careful not to over torque the nozzles as the couplings will surely shrink a bit after welding.
I used the back purging method again to ensure the inside of the chamber would not oxidize during welding.
I cleaned up the oxide from the welds and inspected the chamber for defects. All looks good up to this point :0)
Now we can get a good look at the mixing chamber. You will notice that the nozzles sit up high into the gas flow. This is to help keep the fuel from collecting or sticking to the sides of the chamber which could possibly cause unburned fuel to pool in the burner duct.
Well, I got a good start on the AB build. The mixing chamber seems to be forming up nicely. Next week I plan to get the burner duct flange built which will join this piece with the burner duct.
Please visit RCDON.COM again for the continuation of the GRV-2 jet bike project!!!