OK, lets get back to it!!! The next task at hand is to machine the connecting rod. This part must be close in tolerance or else the engine will knock so I will have to be careful with my measurements!!!
The con-rod is made of a bronze alloy that is made for easy machining. The alloy is super strong and has a tempered quality to it, a great combination for a connecting rod...
One of the first things I decided to do was to clean up the casting of the rod with a file. I removed the casting seams with the file and rounded up the shape of the rod as seen below.
After about an hour of work I was very close to the finished product...
Since I plan to polish the bronze rod it is important that it be as contoured as possible. A Dremel tool was used to accomplish this task on the inside corners of the rod....
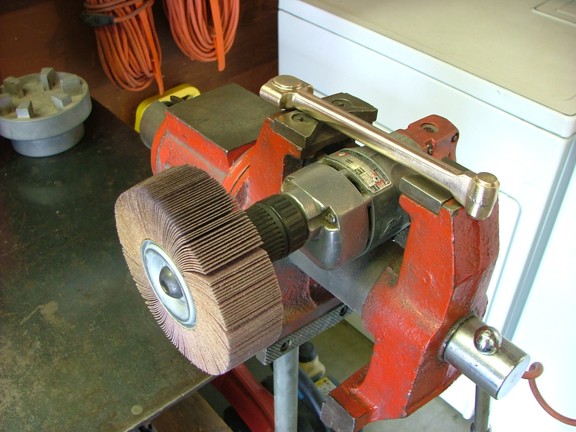
To finish off the pre-polishing I used an 80 grit flap-wheel sander to smooth out the rod along the shaft portion of the rod. After sanding, a wire wheel was used to further smooth the rough inside corners of the rod (not shown).
Only a little post-polishing will be needed for the appearance of the rod. I will wait for the machining to be complete before I break out the buffing wheel...
And now the tough stuff :oP The rod will now need to be faced in preparation for boring the yoke end. I set up the rod on the mills table so it will be parallel to the table. Notice the leveling washers under the big-end....
I proceeded to face the outer sides of the yoke side of the rod. The yoke is what will connect to the wrist pin...
I used my carbide end mill to face the rod as seen below. Once the one side was faced I flipped over the rod and faced the other side. I was sure to re-level the rod on the table so the faces were parallel. The newly faced sides of the yoke end will now dictate the plane at which the big-end side will be faced. Both must be on the same plane or problems will arise later on....
And now for the big-end. Before I face the rod I will need to cut the cap off of the rod and drill the caps screw holes. I carefully laid out the cut line on the rod as seen below...
Using my bandsaw I removed the cap from the rod. I made sure the cut was perpendicular to the rod.....
I used my belt sander to finish off the faces of the cap and rod as seen below...
The plans suggest that the cap and rod be drilled and tapped before sawing the cap from the rod. However, I chose to drill after the cap was removed because my mill is not large enough to stand the rod on end to perform the task.....
I proceeded to drill out the cap with a #25 drill (.1495). I did not use a pilot drill as I had with the cast iron parts because bronze will typically catch the second drill, sometimes breaking it or ruining the part :oP
With my #25 guide holes drilled into the cap I was ready for the next step. The cap will need to be temporarily attached to the rod so the #25 holes can be transposed to the rod. To do this I used some super-glue (Cyanoacrylate or CA glue) to bond the two together. The CA glue can be later removed with heat and acetone....
The cap was securely bonded to the rod as seen below.
I placed the rod in my vise and drilled the #25 holes through the rod using the cap as a guide.
To remove the cap I used my propane torch to heat the rod and the cap came off easily. Acetone was then used to remove the left over glue...
Now I tapped the 10-24 holes in the rod as seen below...
The cap was now drilled out with a 13/64 drill bit to accommodate the 10-24 cap screws...
I flipped the cap over to spot face the screw seats. Using my center finder I was able to align the mill so the cutter would be on center. Notice that the center finder is wobbling. The wobble is gauged off of the sides of the hole to find dead center....
And now for the 5/16 end mill for the spot face.....
I bolted the cap to the rod and marked its orientation together with a slash mark (barely visible below). Once I was satisfied with the fit it was back to the mill...
I positioned the rod so the yoke end was flat on the table. This will ensure that the big-end will be in the same plane as the yokes face. The rod was once again leveled to the table so the faces of the big-end would be parallel.
I used my carbide end mill to remove about .119 off of each side of the big-end.
You can see below that I had to remove almost all of the raised portion of the rod...
Now that the one side was done I could flip the rod over and do the same thing. Notice the leveling washers under the rod, oh and also the registration mark on the side of the rod (below).
One again the indexable carbide end mill makes easy work of the facing job.
The next step was to bore out the big-end of the rod to fit the crank pin. I started out by marking the center of the rod as well as the center of the cap/rod joint. The center finder was then used to align the mill spindle over the target...
A 15/32 drill bit was used to hog out the bore in preparation for the boring head. Once again I would not suggest using a pilot bit for this as the metal will grab the bigger bit and break stuff :0P
And now for the boring head. I used a standard HSS boring tool bit to precisely bore the rod to just under .500....
After I was satisfied with the bore I removed the rod for an inspection. Not too shabby :o)
A quick fit check revealed that the rod fit the crank pin beautifully (not shown). No side play and very little rod rock if any. Needless to say I am very pleased with the part so far. I still have to mill out the yoke and drill the wrist pin hole so please join me again when I finish the con-rod on the next episode of the 6CI project!!! Till then stay creative my friends!!!