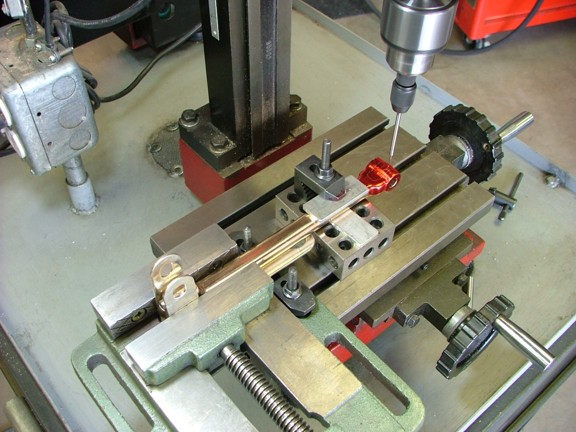
Hello again everyone!! This episode I plan to get a lot done, starting off with finishing the connecting rod. Last time I was able to machine the big-end of the rod and now I must finish the wrist pin end. I started off by leveling the rod on the table so the yoke could be bored for the wrist pin. I lined up the mill with the center finder tool on the yoke in preparation for the bore.
I drilled out the yoke with a 5/16 drill as seen below...
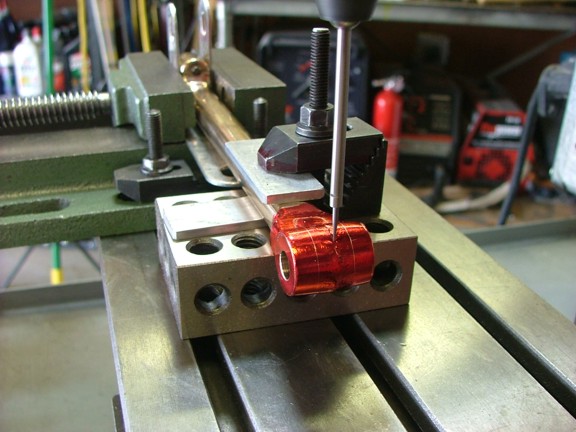
Now the next task was to mill out the yoke so that it can fit over the crosshead. I leveled the rod carefully so that the big-end was perpendicular to the table as well as parallel with the travel of the table. The center finder was then used to locate the center of the yoke so I could start the milling process.
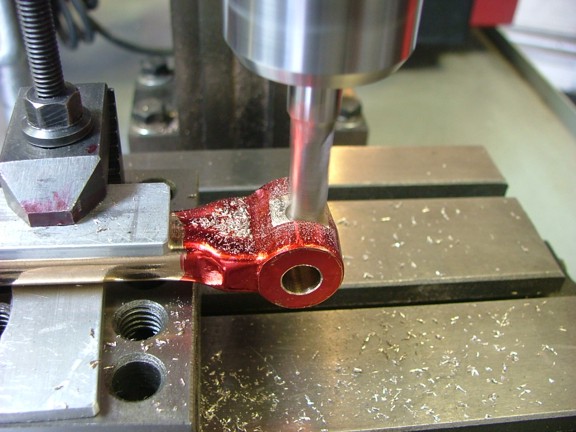
A 5/16 end mill was used to cut out the yoke end as seen below.
A center cut was made first with the mill and then widened evenly with progressive cuts on both sides of the yoke. I used the micrometer dials on the feed screws to keep track of how far I had cut the sides until I reached .385 wide...
A little finish filing on the yoke and it was complete...
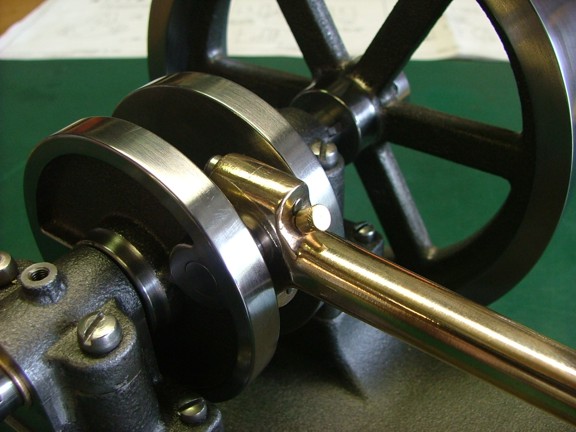
A quick test fit on the crosshead was now in order. All looked well as the wrist pin was pushed into place. There was very little play in the two parts which should help the engine run smoothly without excessive noise.
The next step was to add a grease cup fitting to the big-end of the connecting rod (not supplied with kit). This grease cup will be a nice finishing touch to the rod and provide a clean way to lubricate the bearing. The cap on the grease cup will keep any foreign material from entering the oil hole on the big-end of the rod. In this case I wont use actual grease in the cup, just a light oil that will be applied into the fitting periodically. The cup will act like an oil reservoir and hopefully keep oil on the bearing.
The 5-40 threaded grease cup I am using (Cat #GC-5-40) will require a 5-40 threaded hole in the big-end of the rod. I proceeded to drill a hole in the top side of the big-end to accommodate the cup. I used a #38 drill (.1015) to make a hole at about a 45° angle into the bearing face and tapped it with a 5-40 tap.
The tap was not run all the way through the rod as to leave a clean oil hole entering the bore (see below).
I installed the grease cup into the rod with a little blue Locktite to hold it in place. Not too bad looking :0)
The next step was to test the rod out on the engine. I carefully bolted the big-end to the crank pin making sure that noting was in a bind. I used a little light oil on the crank pin to insure against scoring.
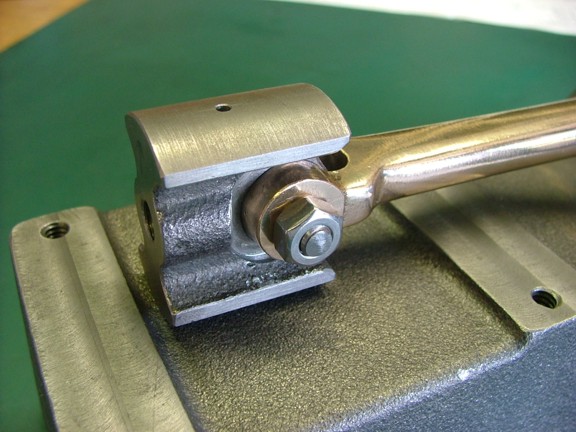
The next step was to install the crosshead on the rod. I had identified a top and a bottom side to the crosshead (not shown) so that from now on it will always be installed the same way. This will allow the crosshead to wear in to its frame guide effectively. You will notice that the lathes cut marks are still visible on the crosshead below. These small grooves will help the crosshead break into the frame guide quickly and efficiently.
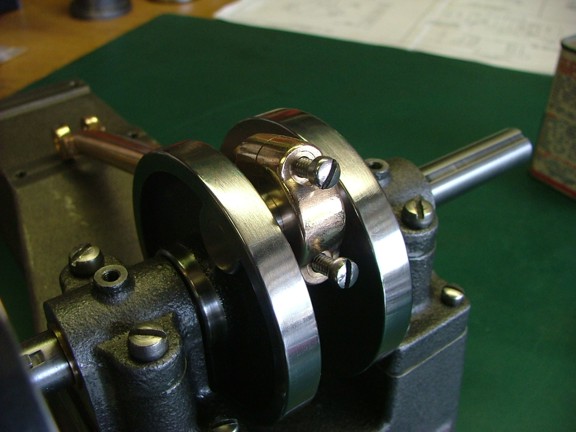
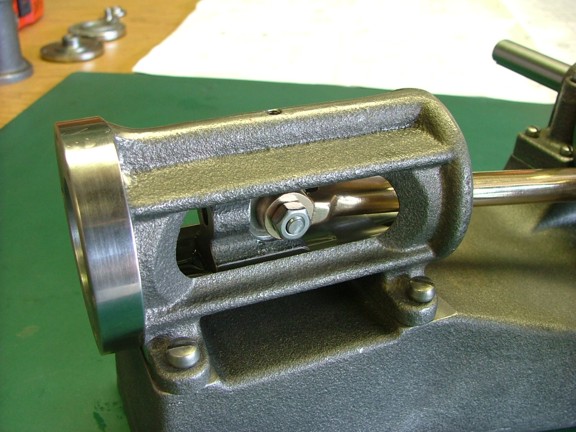
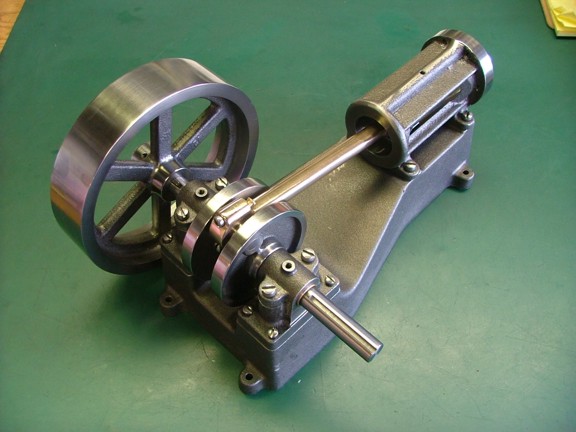
And now for the moment of truth!!! The crosshead was installed into the frame and everything was bolted down to the engines base. I applied a light oil to all of the surfaces and tried turning the shaft.........
To my relief the shaft turned and the crosshead was moving down the bore without a bind :0) However the parts were clearly a little tight and will need a proper break in period once the engine is running. For now I am really happy with the outcome considering all of the mistakes that could have been made up to this point :oP The engines foundation is mechanically sound and I am ready to move on.....
The nest step was to machine the piston rod packing nut which holds the gland seal packing in place. This nut is made from 1/2 hex brass that is supplied with the kit.
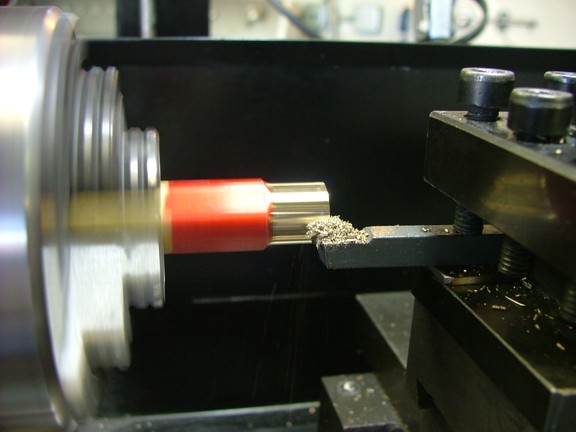
I started out by using my 1/4 round carbide tool bit to shape the shoulder of the nut as seen below. I cut the shoulder to about .485 in diameter in preparation for the threading die.
A 1/2-20 die was carefully used to thread the packing nut. I used the lathes chuck to manually turn the workpiece into the die. During this process I made sure that the die had no wobble in it assuring that the threads were reasonably axial. Any wobble in the threads will cause a bind on the piston rod later on...
The next step was to bore out the packing nut for the piston rod. For this I used a standard 5/16 drill bit, possibly on the large side. I wanted the rod to have a little clearance to prevent unnecessary wear later on.
Once the bore was compete I used the parting tool to remove the nut from the bar stock.
Using a 1/2-20 barrel nut (rod coupling) as a turning fixture I was able to chamfer the face of the nut as well as bevel the bore.
And now the finished part........
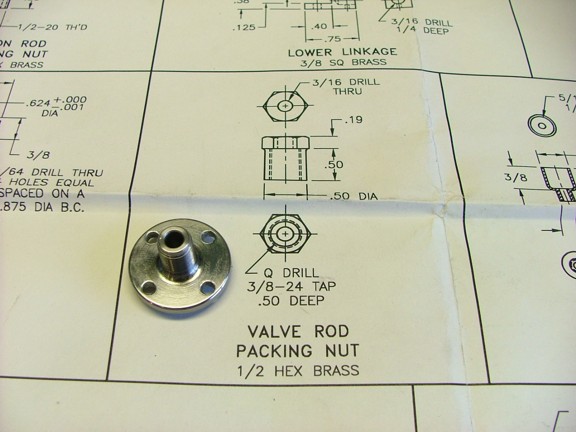
The next part to work on was the valve rod packing nut. This nut is similar to the previous except that it has female threads instead of male.
I started out with the same piece of 1/2 hex stock I had before. The first step was to bore the 21/64 hole into the bar for the 3/8-24 tap (the prints call for a Q sized drill FYI). After this operation was complete I bored the 3/16 hole for the valve rod inside of the nut (not shown).
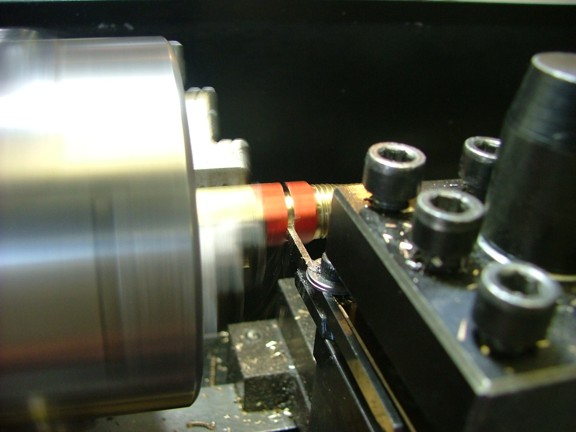
I used a bottoming style 3/8-24 tap to thread the nut as seen below...
Once the threads were confirmed to be good I was able to turn the shoulder of the nut with the 1/4 round tool bit.
And once again, the finished part :O)
I was now ready to move on to the piston rod....
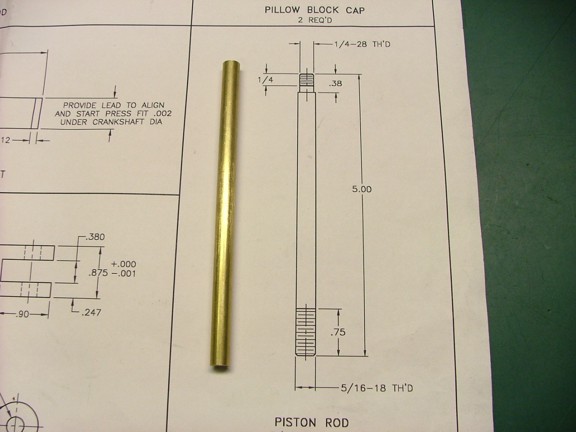
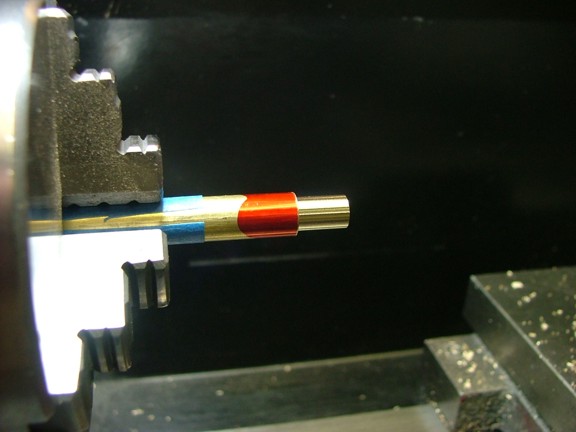
The piston rod is a pretty straight forward part to machine. Its made out of a piece of 5/16 brass rod as seen below...
The first step was to prepare the rod for the piston-end threads. The end of the rod was shouldered to accommodate the 1/4-28 threaded nut that will hold the piston in place. I cut the shoulder to about .250 in preparation for the die.
Just as before I used the lathes chuck to manually turn the part into the 1/4-28 die (not shown). Notice the blue painters tape on the rod. This is used to protect the surface of the rod from the lathes chuck teeth. You want to be sure the rod has very little imperfections on the surface insuring a leak free engine later on...
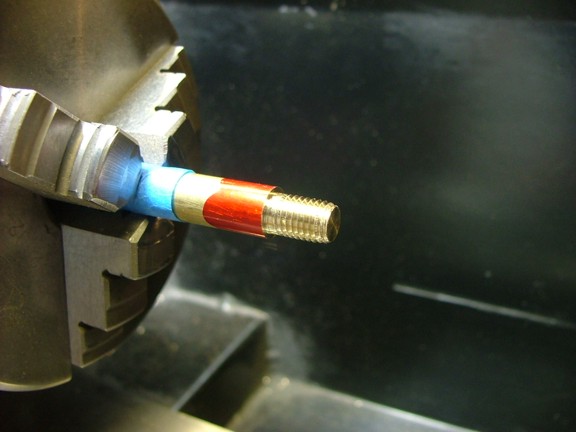
Now that the piston side was finished I could cut the threads on the other side of the rod. I laid out the threads ending mark on the rod and proceeded to mount the rod back into the lathe.
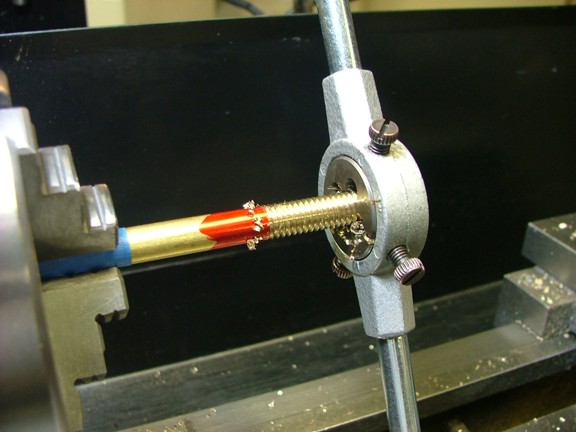
Now this thread is super critical to how smooth the engine will run. Remember how I mentioned before that the crossheads threads must be truly axial to the bore of the frame? Well, these threads are just as important as if they are out it will cause a series of binds on the piston, rod and crosshead. The absolute best way to insure that the threads are axially centered is to use the lathe itself to cut the threads. I do have this option on my lathe however I am confident that my anti-wobble system is working quite well for me. I chose to roll the bones and use a 5/16-18 tap on the rod keeping it as square as possible. Notice that I left the rod a little long as to allow the die room to properly center itself on the rod.....
I trimmed the rod to the proper length and installed the nuts as seen below. I am ready for a piston, wouldnt you say ;o)
Well I did manage to get a lot done this time and I hope to get a lot more done next time. If all goes well I should be able to start on the piston and valve parts next time so please visit again for the continuation of the 6CI project!!!