Hello again folks!!! The next step in the 6CI project is to machine the crosshead frame. The crosshead frame is responsible for supporting the cylinder and providing a precision surface for the crosshead to slide back and forth in. It is extremely important that I machine this part to exact tolerance so the engine will not bind as the piston travels down the cylinder.
The crosshead frame is quite a large and heavy casting. I will have to consider all of my machining operations and what order they will be performed before starting this piece to avoid mistakes. The biggest challenge will be the 5 long bore on the inside of the frame considering my lathe bed is only 12
To start the piece I decided to remove the casting seams with my angle grinder and a 24 grit flap disk.
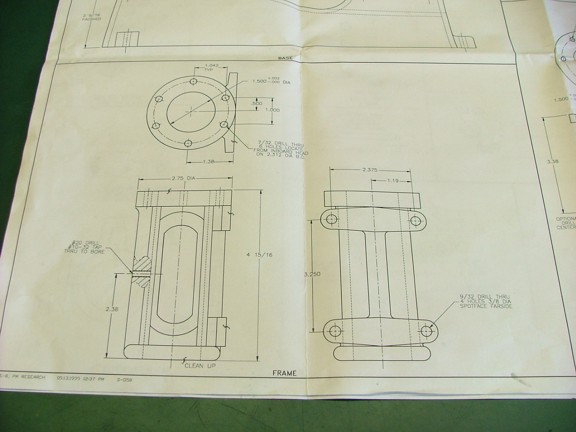
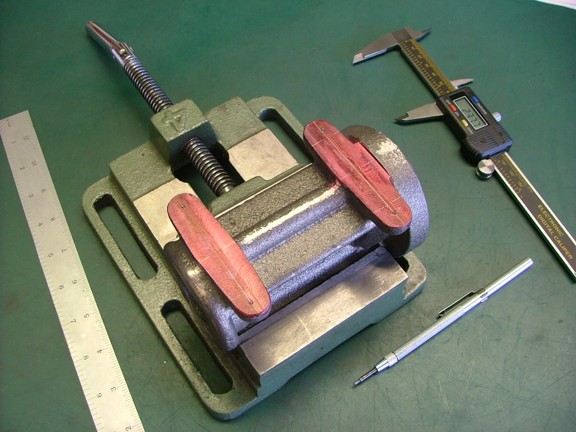
The next step was to machine the base of the frame flat just as I had done for the pillow blocks earlier. I set up the frame in the bench vise so that the feet on the base would end up the same thickness after an even pass from the end mill (about .280 thick). I also took note of how deep I needed to cut the feet in reference to the centerline of the frames bore (1.38 as per the prints).
The indexable carbide cutter came in handy once again as it cut through the cast like butter. The earthy smell of the cast iron as it is being machined is quite interesting. In fact it is the only metal that I can remember that has an odor when machining. Maybe it is just my nose :oP
Now that the base of the crosshead frame was milled to spec I could lay out the mounting hardware holes in the feet of the frame. I prepared to lay out the centerline of the frame on the base which will dictate how parallel the frame will be to the base of the engine. If this measurement is wrong the connecting rod will not travel straight down the bore of the frame causing a bind. To lay out the centerline of the frame I used the center of the bores on both sides of the frame. I then transposed the centers of the bores to the base with a precision square and a flat surface (not shown). Once the centerline was scribed on the base I could cross check its squareness to the side rails of the frame with a ruler for good measure. Using the centerline measurement I laid out the four mounting holes in the base. Once the rough layout was complete I had noticed that the feet of the base were not perfectly square to the layout of the mounting holes. This means that the holes would not be in the center of all four feet. To fix this there will need to be a compromise in hole layout so that each of the feet would be off by the same amount. Once I was satisfied with the compromise layout I center punched the centers and double checked the squareness of the layout with the calipers. Both diagonal measurements were identical insuring squareness.
I carefully mounted the frame back into the vise to drill out the feet. I then used a pilot bit followed by a 17/64 drill to chase the holes (prints call for a 9/32 FYI).
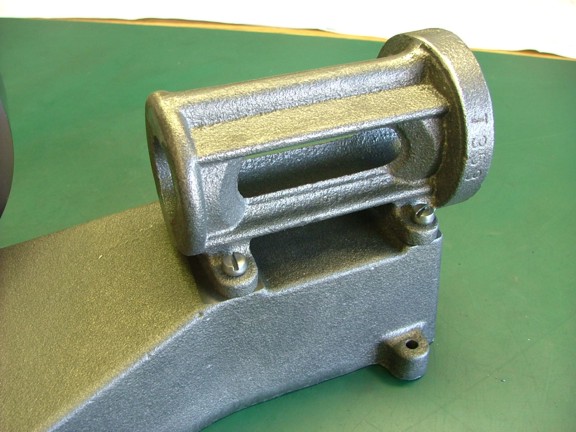
After a little clean up the frame was ready for a test fit on the engine base.
The frame fit beautifully although I was far from finished :oP
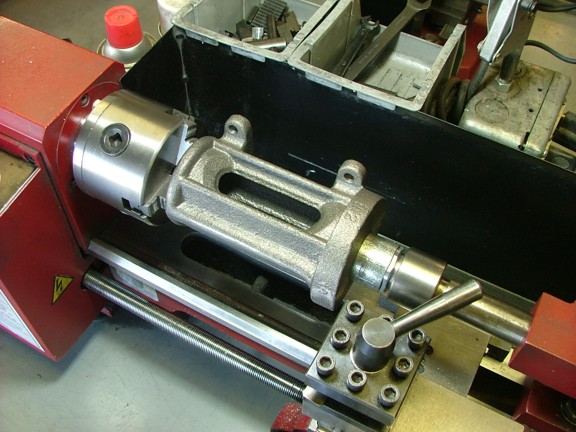
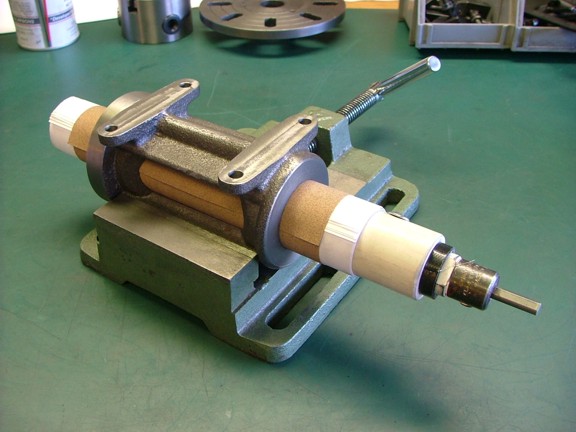
The next machining operation will determine the axial alignment of the frames bore to the cylinder which is super critical. I will need to machine a flat face on the cylinder side of the crosshead frame which will align the frame for most of the future machining operations. To do this I will need to spin the frame on the lathe and cut the face using the compound tool rest. The frame is too long to be supported only by the lathes chuck so I needed to make a mandrel tool to support the tail end of the frame for machining. I cut down a 3/4 rigid pipe coupling to fit into the rough bore of the frame and added a 3/4 chase nipple to the inside to make contact with the live center on my lathes tail stock.
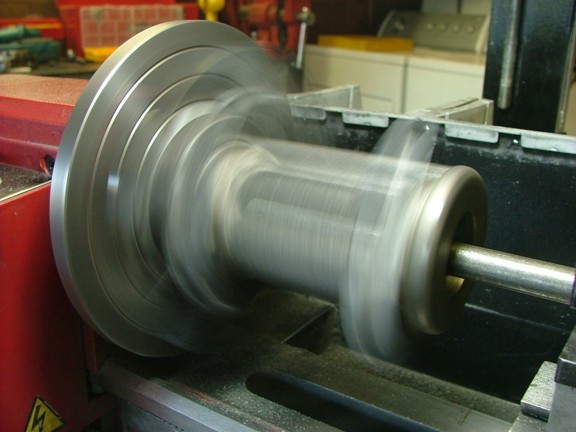
I set up the frame on the three jaw chuck and installed the mandrel piece to the tail end. Once the tail stock was tightened up to the mandrel I gave the frame a test spin on the lathe.
The frame was reasonably balanced for slow turning so I proceeded to face the cylinder side of the casting as seen below. I cut right up to the edge of the mandrel leaving about 1/2 thickness to the flange of the casting.
The next step was to mount the frame on a faceplate so the crosshead bore could be cut.
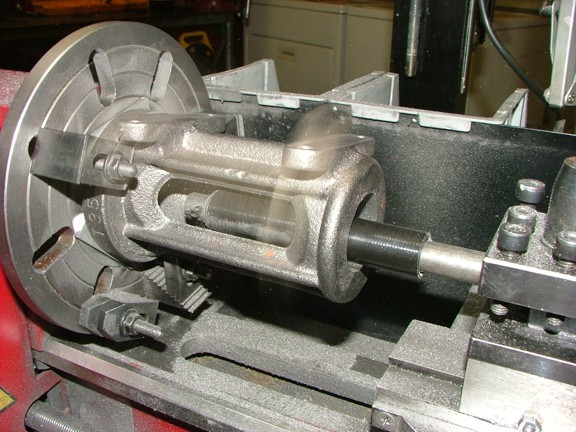
I set the frame up on the lathe faceplate and carefully measured the center axis of the casting before committing to that center. The lathe was run at slow speed to visually check the bore for wobbling in the back and the front of the bore. A nylon hammer was then used to tap the casting into center under the slightly tightened clamps. Once I was sure the casting was as centered as it could be I locked it into place with the step clamps. Note: I used some aluminum spacers to keep the frame off of the faceplate so the very bottom of the bore could be cut. This way I wont damage the faceplate with the boring bar. I also installed a bit of counter weight to the faceplate to balance the frame on the lathe. This is important or the unbalanced workpiece could cut unevenly at certain speeds due to flexing.
Because the bore of the crosshead frame is so deep I needed to fabricate a boring bar that could reach the far side of the casting. For this I used a piece of 1/2 mild steel rod which was modified to hold a 1/8 HSS tool bit. A set screw in the end holds the cutter in the desired position.
The compound rest of the carriage will have to be used to manually extend the reach of the boring bar for the first half of the job. The second half will be done with the bar retracted over the rest. This is so the lead screw can pull the carriage along the cut even though it is not long enough to do the job in one pass.
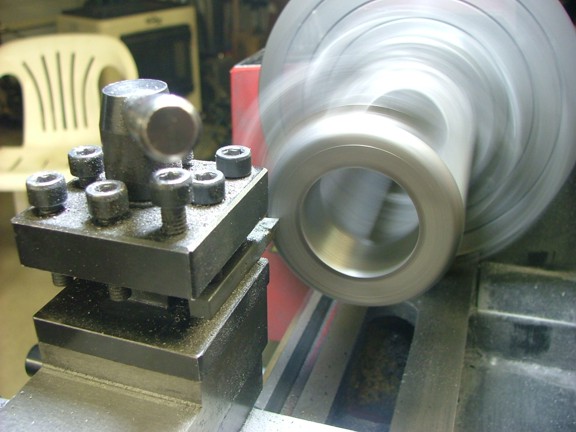
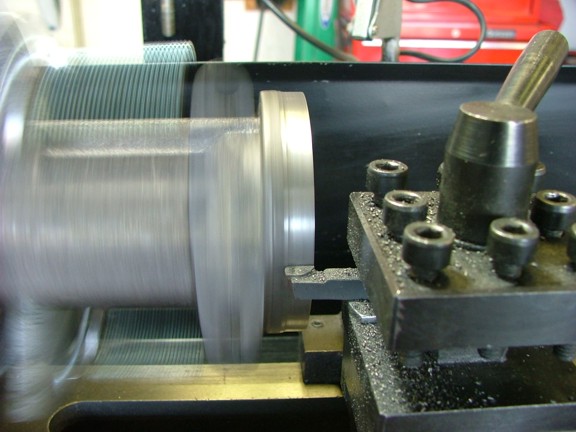
I started out slowly by removing the uneven surface of the bore with the boring bar. Once all of the rough surface was removed I sharpened the bit and started the real cutting. I had noticed that the bar was vibrating quite badly at some parts of the cut. This made chatter marks in the cut that were quite visible. I needed to figure out a way to stop this harmonic vibration or the bore would be ruined.
After a little trial and error I found that wrapping the bar with a high quality duct tape (heavy adhesive type) solves most of the harmonics by dampening them. The weight and viscosity of the tapes adhesive was just enough to stop the vibrations from ruining the cut. Before the tape was applied the noise was unbearable. After the tape it was about 80% quieter :0) The tape trick did not completely remove all of the harmonics but made it possible to cut without major chatter marks. Notice the black duct tape on the shank of the boring bar below...
After a couple of hours of careful boring I was able to match the two sections of bored frame to one seamless diameter (1.485). The next step was to face the connecting rod end of the frame.
Now there was one last surface to turn on the lathe and that is the outer face of the flange that will connect to the cylinder. I measured the OD of the cylinder that will eventually mate with the crosshead frame. I used this measurement to size the diameter of the frame so the cylinder and frame will seamlessly meet.
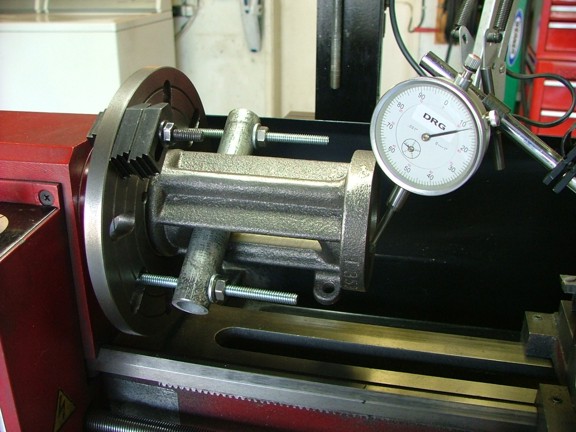
In order to cut the outer part of the cylinder support flange I would need to remount the frame to the faceplate. To do this I used a pipe fixture to clamp the newly machined outer face to the faceplate as seen below. I centered the frame with a dial indicator making absolutely sure the bore was centered before continuing. Notice (below) the counterweights on the faceplate for balance. The proper amount of counterweight will allow the workpiece to safely turn faster than if it were unbalanced.
I cut the outer face of the flange to match the OD of the cylinder as measured before.
I removed the frame from the faceplate and cleaned it thoroughly. The chatter marks form the boring process were still visible in the bore which needed to be addressed. Before the actual crosshead can be machined I will need to hone these marks out and true the bore. Now I dont have any special tooling like a rigid hone to perform this task so I must get creative :o)
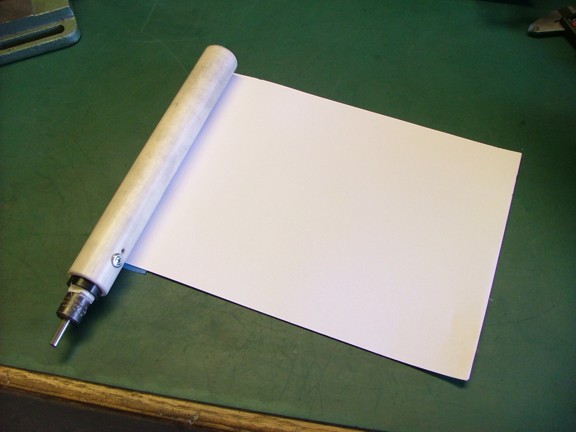
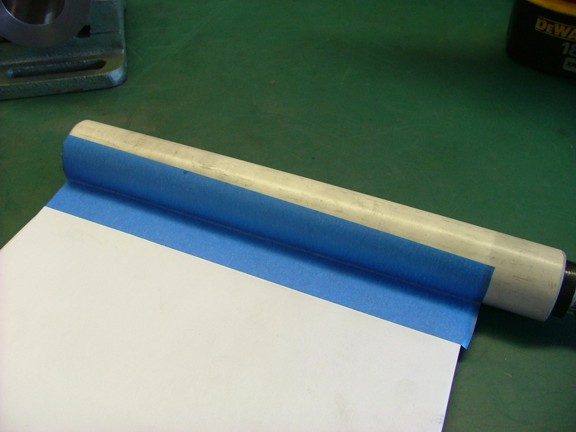
After thinking about how to hone the bore for a while I devised a cheap honing tool out of PVC pipe. I took a 1-1/8 hole saw (wrapped in a bit of electrical tape) and screwed it to a piece of 1 PVC plumbing pipe. I then took several sheets of copy paper and taped them to the pipe with some blue painters tape as seen below.
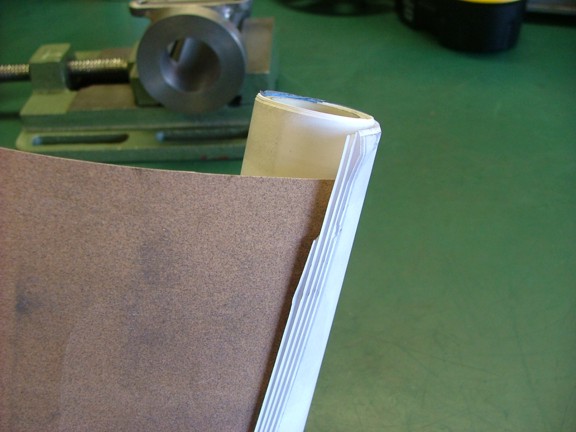
I took 120 grit aluminum oxide sandpaper and tucked it into the sheets of paper. I then tightly wrapped the sandpaper around the PVC arbor to create a adjustable rigid hone.
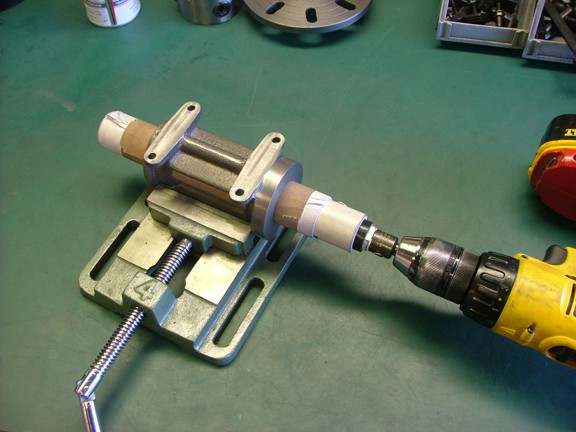
I added or removed sheets of paper under the sandpaper to achieve the desired diameter and started the honing process. I used my cordless drill to turn the hone while I moved the tool back and forth in a sawing action to prevent scoring.
I continued to hone the bore until most of the chatter marks were removed. I wanted to leave a little room for the fine tuning of the bore which would require more precise placement of the sandpaper. Note: If using this type of honing method be warned that the bore will always taper out at the ends of the bore as they cut faster. Use a piece of sand paper shorter than the bore to final shape the inner bore for a precision fit.
After some fine tuning I was able to remove all of the chatter marks from the bore with the honing tool I made. I now needed to check the bore with a fixed mandrel tool so the final diameter could be adjusted.
Using a scrap piece of aluminum I cut a mandrel tool to check the bore of the frame. The mandrel was cut to 1.496 in diameter (3/4 wide) which fit snugly into the ends of the bore but not through the middle. This meant that I needed to fine tune the bore a bit more with the honing tool.
Using a shorter piece of sandpaper I worked on the diameter of the inner bore until the mandrel passed through the frame without sticking.
Using my calipers I was able to measure the end play or wobble of the mandrel shaft to see what areas needed to be widened. I marked the tight spots and honed them a bit for a nearly perfect parallel bore.
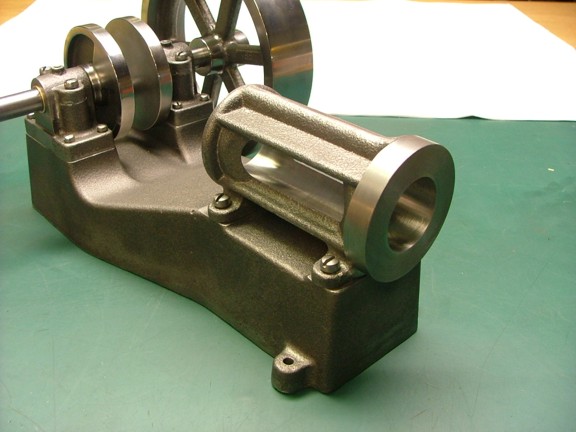
I mounted the finished frame to the base to see how it looks. So far so good!!!
Well I am pretty happy up to this point considering I have got three of the hardest-to-machine parts out of the way (flywheel, crank and crosshead frame). With the uncertainty of my equipment being able to handle this kit out of the way I can focus on the rest of the kit. Im sure it wont be long before this thing is chugging right along :o) join me again next week when I get started on the cylinder. Till then be safe my friends!!!