On the last episode of the 6CI project I had started machining the pillow block bearings for the crankshaft. The next step was to drill the mounting holes in the bottom of the blocks and test fit the pieces on the engine base. I thoroughly coated the bottom of the blocks with Dykem so that I could easily scribe the layout on the bottoms.
I carefully laid out the hole centers and then cross checked them by measuring the holes diagonally. This ensures that the holes are 90° to each other (square).
I used a small pilot drill to pre drill the holes as I had done before (not shown). I then used a 7/32 drill to chase the pilot holes out.
To help permanently identify which block belongs to which side of the base I stamped them with a number stamp as seen below.
Once I was sure that the holes were aligned perfectly I could move on to the bearing caps.
The caps were scribed out and pre drilled with a 7/64 drill. I then chased out the holes with a 17/64 as seen below (the prints call for a 9/32 FYI). I drilled the holes in the cap a bit smaller than the prints showed to reduce slop in the bolt pattern.
The pillow blocks were then drilled out with a 7/64 followed by a #7 drill in preparation for tapping. A 1/4-20 tap was used to thread the holes as seen below.
I used the supplied 1/4-20 fillister head screws to mount both caps on their respective blocks (paying attention to what cap goes where). This will allow me to match the castings with a Dremel tool.
After some work with the rotary tool I was able to blend the edges on the seams of the pillow blocks and caps as seen below.
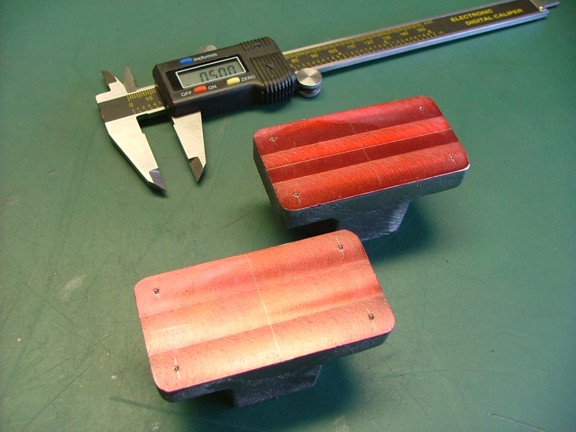
The next step was to machine a face on either side of the pillow blocks as the prints call for. I used my carbide end mill to remove .075 from each side of the pillow block castings. I was sure to make the blocks as vertical as possible to prevent any angle in the face of the cut.
I could now lay out the centers of the axle bores on the faces of the blocks.
Earlier I had mentioned that I was going to add a set of bronze bushings to the pillow blocks. This will help reduce crankshaft wear as well as friction while the engine is running. To do this I will use a set of bronze alloy 932 bushings from the McMaster-Carr catalog (Cat #6381K536). They measure at 1-1/2 long with an OD of 3/4 and an ID of 5/8.
I needed to bore out each pillow block to accommodate the bronze bushings above. To do this I needed to mount the blocks perfectly horizontal in the table vise. A crooked hole in the blocks will cause the crankshaft to bind so precision setup is important.
Using my center finder tool I aligned the mill spindle with the center on the block as seen below.
I could now drill a pilot hole in the block with a 5/32 bit. This will lead the way for the much larger 19/32 drill coming next.
I chased the pilot hole out with the 19/32 drill in preparation for the boring head. The larger hole will leave room for the boring head tool bit to spin in the block.
I installed the boring head to the mill and cut the bore out to about .748 on each pillow block. This will leave me room to fine tune the fit to the bushings.
Now that the blocks were bored I could mount them to the base for a line-bore style reaming. This will ensure the blocks are axial to each other and prevent the crankshaft from binding later on. I used a adjustable hand reamer to widen the blocks to the needed .750 ID. You will notice that the reamer is passing through the opposite block to ensure the bores are axial.
A bit of masking tape was used as sort of a bushing around the shank of the reamer to center it in the opposing block (not shown).
It was now time to fit the bronze bushings in the pillow blocks. Unfortunately the bores were still a bit too tight so a little fine tuning would be necessary. To do this I used a makeshift honing tool to sand the bores a bit larger. You can see the 1/2 steel rod that I cut a slot into to hold a piece of 100 grit aluminum oxide sanding paper.
Using a drill motor I carefully honed the bores a little at a time until the bushings fit snugly. You will notice that the sandpaper was wound onto the tool shaft until it is at the needed diameter of the bore. Adding small pieces of paper under the sandpaper layers helped to fine tune the diameter and thus bring the bores to the desired diameter.
The bushings now fit the blocks perfectly. I installed the bushings on the crankshaft for a little test run and was pleased with the fit.
I tightened down the bearing caps to see how they would affect the crankshaft. The crank was a little tight at one point of the rotation (possibly from the slight runout I measured earlier) but for the most part a good fit :0)
Later in the build I plan to use a set of factory drip oilers on the pillow blocks to help regulate lubrication. To prepare for the oilers I needed to drill and tap the bearing caps. I used a 5/32 drill and a 3/16-40 tap for the caps.
Now I wasnt quite done at this point as I still had to modify the two bushings to allow oil to flow into the center of the bushings. To do this I would need to turn them on the lathe. To prevent the lathe chuck from crushing the soft bronze alloy I would need a mandrel to support the ID of the bushings. For this I used the remaining crankshaft CRS stock as seen below.
To allow the oil from the drip oilers to reach the center of the bushings I will need to cut a channel on the OD of both bushings. This will allow the oil to flow around the bushing and into four holes placed around the bushing for lubrication. I cut this channel with the HSS parting tool as seen below. I also trimmed the bushings overall length to about 1.38 long which better fits the length of the blocks.
The next step was to drill the four holes in the bushing as described earlier. The 7/64 holes were made 90° from each other and then chamfered with a hobby knife to remove any burrs.
The finished parts were ready for a fit check.
The bushings fit nicely in their new homes. The bearing caps clamped down just enough to secure the bushings without crushing them onto the shafts. You will notice (below) that the bushings will also serve as thrust bearings keeping the crankshaft discs from scraping the pillow blocks.
Well, thats all for this episode of the 6CI project. Join me again when I machine the crosshead frame for the engine. Till then, be safe my friends!!!