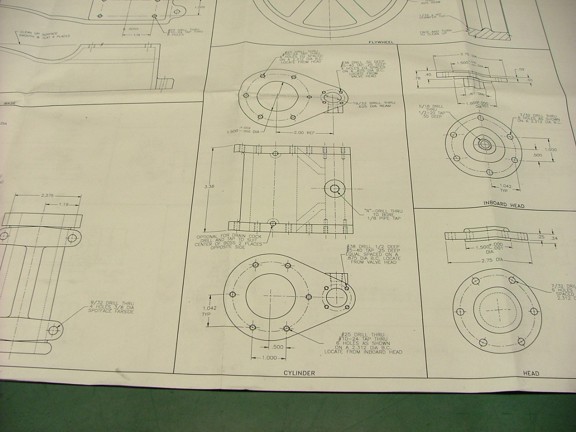
Hello again everyone!!! I have got a lot done on the 6CI steam engine project and the finish line is now within sight. The next step is to machine the cylinder of the engine which is a fairly complex casting for the beginner to machine. This casting has internal pathways or ports for the steam to leave the valve chest and enter the cylinder. It will be super important to correctly machine the casting to the prints or else these ports could get misaligned with the piston or slide valve.
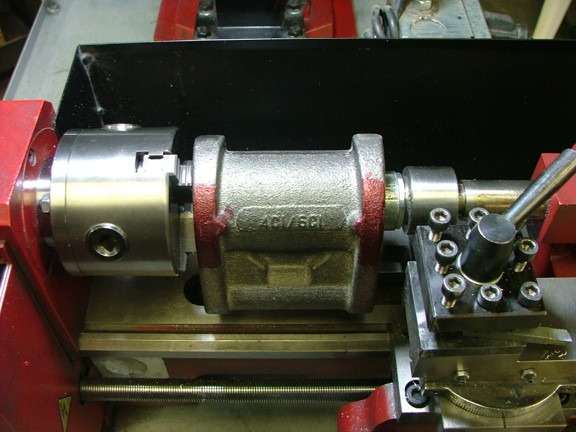
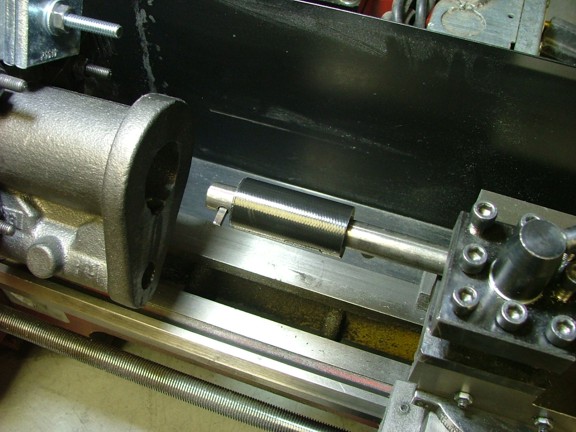
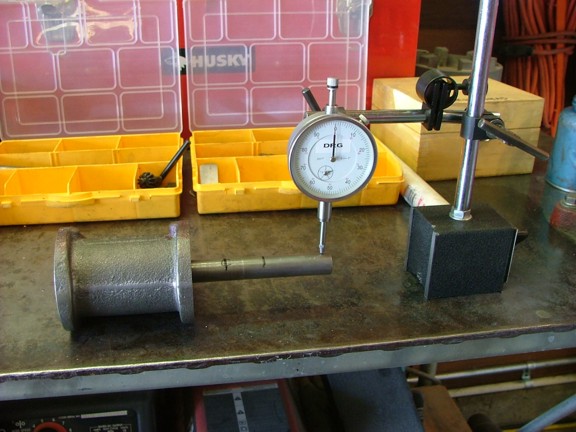
To start off I needed to figure out where the center of the casting would be. To do this I measured all of the internal ports to the outside faces of the casting to insure symmetrical depth. This is to verify that the port openings are not offset to one side of the casting making it necessary to leave more material on one side of the cylinder to compensate. Since the casting is symmetrical I can just split the difference on where the casting will be trimmed down on each end. I used some Dykem to lay out two end cut lines on both ends of the cylinder casting so I will know how far to face the flanges later on (you can barely see the marks below). I also prepared the cylinder for facing on the lathe with a little help from my crosshead frame mandrel tool I made earlier. The mandrel tool helped support the tail end of the casting just as I had with the frame casting earlier.
To be able to have a starting point to be used as an axial reference for machining the bores on the cylinder I will need a flat surface. This is why I will need to surface one side of the cylinder so the whole cylinder can be mounted flat on the lathes faceplate. To help balance the casting so it wont rock free of its position I will need to add a counterbalance weight to the casting. To do this I will temporarily mount a counterbalance of steel on the casting with a little high strength tape. This is not an elegant solution but it will work.
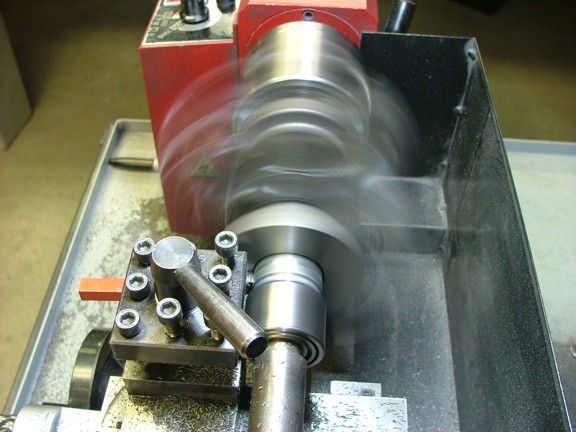
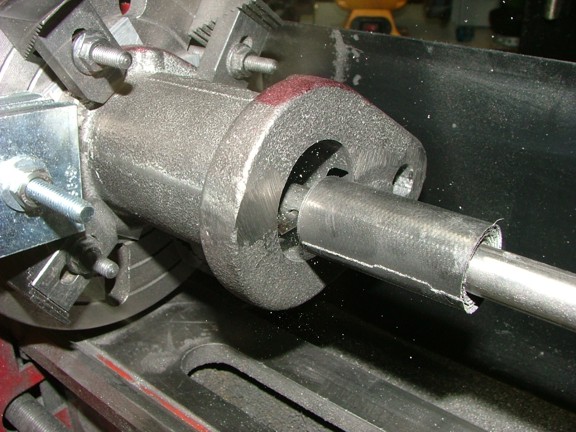
I very tightly taped on a piece of steel rod to the casting as seen below for balance. This will allow me to turn the casting at very low RPM so the face of it could be machined. I would not suggest doing this at high speed or else you will get a piece of steel thrown through the wall :oP In this case the counterbalance worked very well.
Now that the face of the cylinder is flat it can be used as a reference point for the next three machining operations.
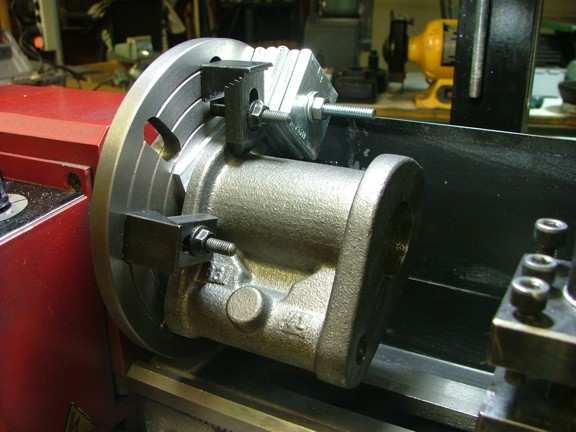
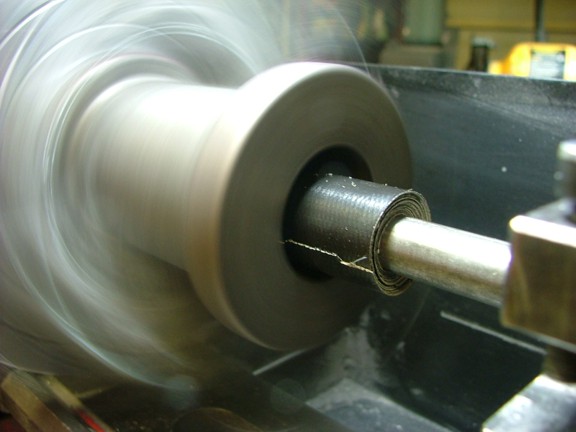
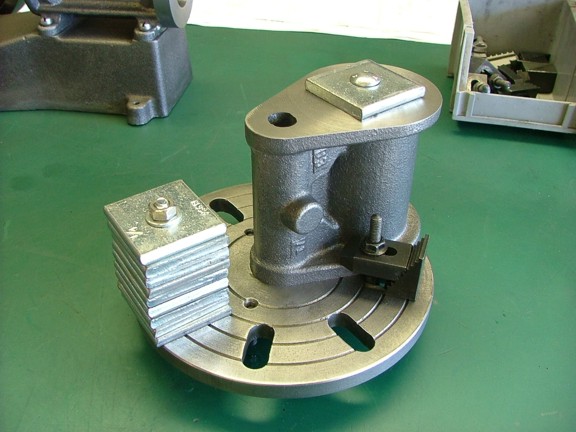
I bolted up the cylinder to the lathes faceplate and adjusted the axis of the casting to best reflect the roundness of the bore. I also took into consideration the roundness of the outside of the casting as well, coming up with the best compromise to best suit the casting. Once the cylinder was locked down I added some counterweight to help balance the assembly (see the square washers bolted to the top side of the faceplate).
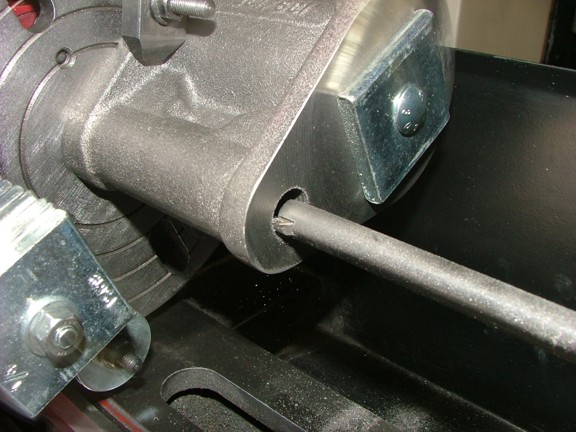
I was now ready to use my boring bar to start cutting the cylinder to 1.5 in diameter. Notice the duct tape on the bar below, it will help prevent harmonic vibrations in the cut by absorbing the reverberations made by the workpiece/boring bar.
After an hour or so of cutting the cylinder was bored out to about 1.48 in diameter. I left some meat on the bore so I could have room to hone out the chatter marks from the bore later on.
The next step was to face the other side of the cylinder as I had done on the first step. I used the reference marks I had made earlier to gauge how far the cut would be made.
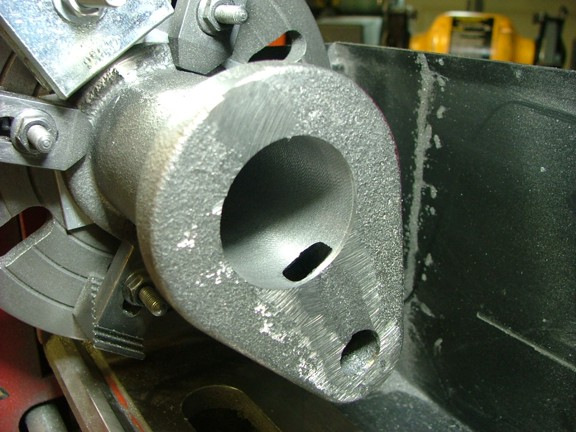
The steam ports I had mentioned earlier needed to be cleaned up with the Dremel tool so I used a HSS cutter bit to square up the ports. Keep in mind that the ports in this kit have very little tolerance to the ends of the Teflon piston rings. Be sure not to cut the inner port edges any deeper in the cylinders or else they could catch the piston rings on the piston later on.
I checked the overall dimensions of the casting and I was happy with the results. The end to end dimensions of the cylinder came out to be 3.385 long (prints call for 3.38).
The next step was to use the same honing process as I had done with the crosshead frame to finish out the cylinder bore. I used my PVC/paper honing tool and a 3.5 piece of 120 grit sand paper to carefully hone out the bore. I had to be careful to not taper out the ends of the bore by continually checking the internal diameter between passes.
Using my bore checking mandrel (used on the crosshead frame) I was able to find a couple of tight spots on the bore and then correct them with the hone. Not exactly a perfect setup but worked incredibly well for the simpleness of the equipment used.
After about an hour of careful honing the bore was pretty darn parallel and finished out at 1.4985 in diameter.
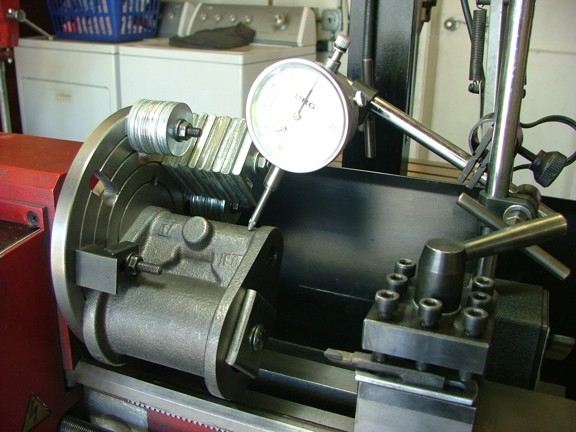
The next step was to bore out the valve chest or valve sleeve in the cylinder casting. I mounted up the cylinder casting on the faceplate and started to align it for the boring process.
Using a dial indicator I was able to find the center axis of the outside of the casting as seen below. I double checked that the hole in the valve chest was also centered in this axis (or at lest really close to it).
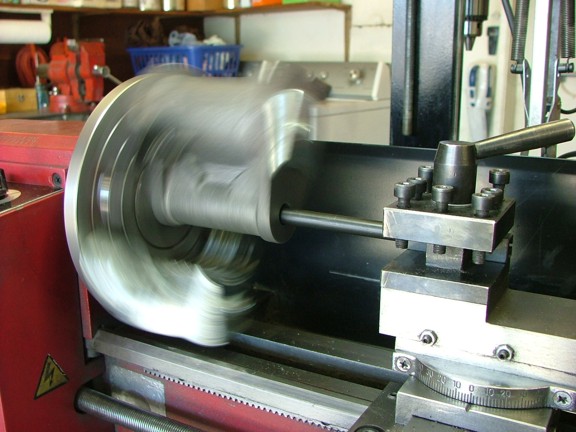
I double checked the balance of the assembly and then took the casting for a spin. All seemed well for the cut so I set up my 3/8 boring bar on the tool rest and started the cut.
The casting was spun at about 300 RPM which slowed down the boring process quite a bit (the max speed I was willing to spin the casting due to balance concerns). It took about eight passes to cut the bore over a period of an hour.
I often found myself cleaning up my workspace waiting for the lathe to finish a pass :0)
Finally the bore was cut to about .612 in diameter and taken off of the faceplate. The casting was moved over to the mill for the next machining operation.
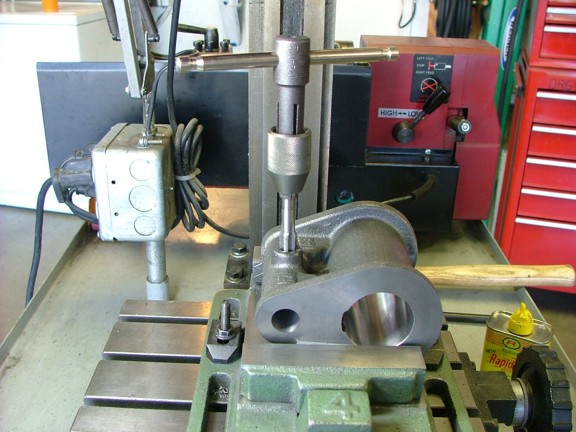
I needed to drill and tap the steam inlet port before fine tuning the bore with the hone. To prepare for the steam port hole I needed to mill the casting flat. This flat spot will make it easier to spot the center of the steam port boss for drilling. I used my carbide end mill to face the port boss as seen below.
A 21/64 drill bit was used to drill out the steam inlet boss. I was careful not to accidentally cut into the bottom side of the valve chest and damage the bore.
I used a 1/8 x 27 NPT tap to thread the inlet boss as seen below. I made several passes with the tap to insure a clean thread so no leaks would show up later (cutting oil was used).
After using a chamfer bit the port was finished :0)
And now for one of the most critical tasks of the build, honing the valve chest! This part of the build will really effect the performance of the engine. If done sloppy it could cause the engine to be a steam hog and waste a lot of steam to valve blow-by. This is why this bore must be precise and parallel. I fabricated a 1/2 rigid honing bar as I had done before on the pillow blocks to fine tune the valve chest. I carefully honed the bore to remove any chatter marks from the surface. I added lengths of sand paper to thicken the hone as needed.
I made a valve mandrel tool to check for tight spots on the bore (just as I had done with the frame and the cylinder). I used the hone to remove any tight spots form the bore and finished out at .6165 (prints call for .625 FYI). I decided to leave the bore a little tight in case it will need to be bored out in the future because of wear or rust damage.
I Couldnt be any happier with the end product considering all of the pitfalls I could of hit. I am learning quite a bit about my metalworking machines and feel more confident about the rest of the build. Join me again next week when I get into the upper and lower cylinder heads for the engine. Until then stay inquisitive my friends!!!!