|
Added on February 2, 2012:
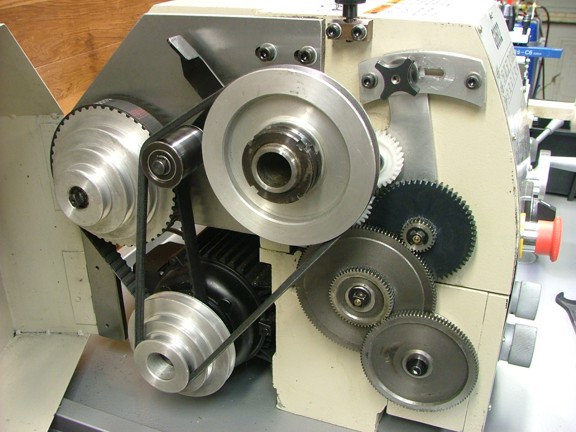
After running my lathe for a while I decided to streamline the belt changing process a bit by modifying my belt tensioner. I added a handle to the swivel arm with a piece of angle iron that can be used as a hand lever to put pressure on the change belt while tightening the bolt that holds the arm in position.
|