|
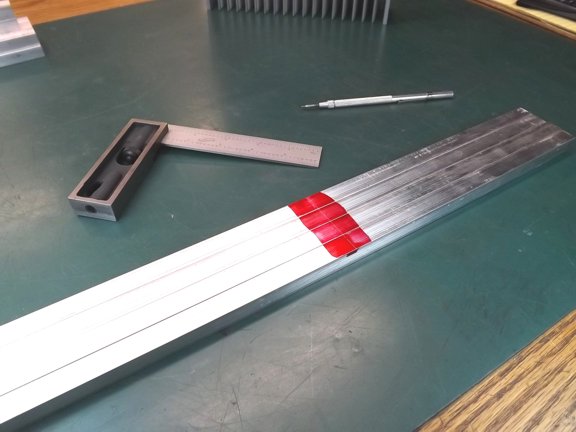
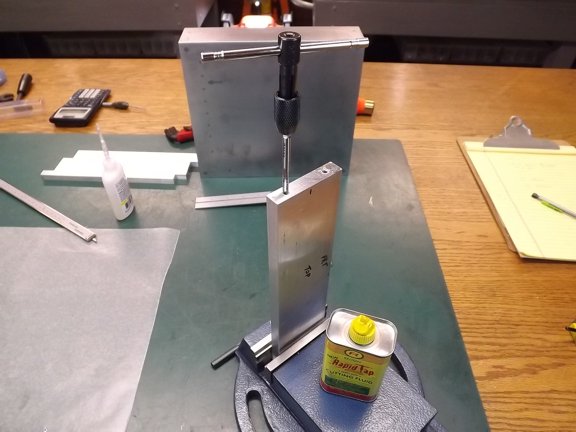
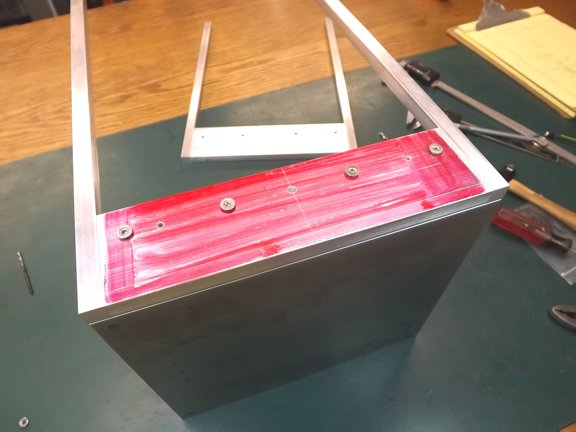
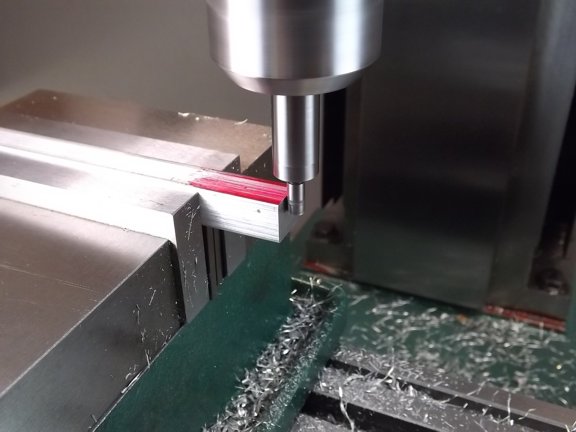
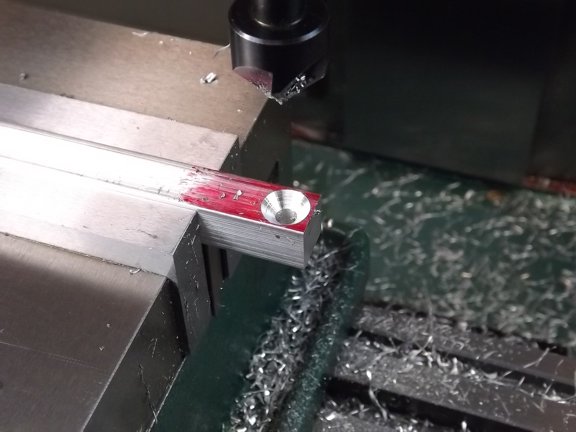
To make sure the holes line up I glued the block to the rails with a bit of CA glue (Cyanoacrylate). This stuff is great to help layout parts as it can easily be released with a bit of heat from a torch. You can then dissolve the CA residue with a bit acetone but dont get it near any open flames of course.
|