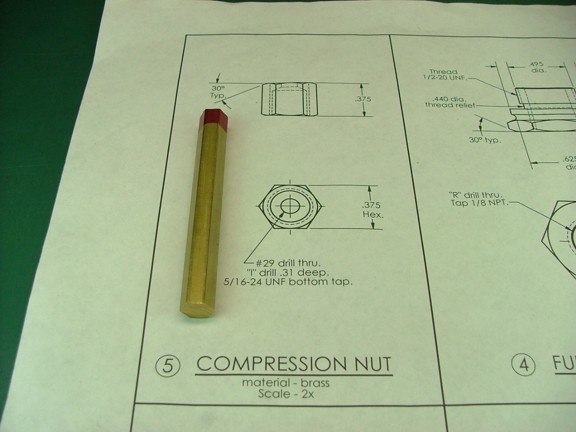
Hello folks!! I am just about to finish the fuel mixer assembly. The next part to work on is the compression nut for the needle valve. The nut will be made from more of the 3/8 brass hex stock that was used for the needle valve fitting.
To start out the part I bored an I sized hole (.2720) into one end of the rod to a depth of .310.
The next step is to drill a #29 hole past the first hole to a depth of .250.
I now tapped the larger hole with a 5/16-24 bottoming tap to a depth of .300. I was careful not to hit the bottom of the hole with the tap...
Next I put a small 30° chamfer on the nut as seen below...
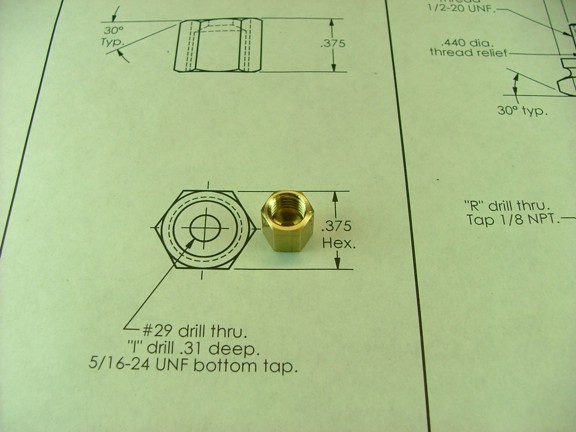
The nut was now parted off of the rod at a length of .375. Note: When I use the parting tool I like to use the compound rest (set at 90°) to locate cuts by lining up the parting tool flush with the end of the part. I then zero out the graduated dial on the rest and then traverse the bit over to the cuts location. This works really well although you must remember to disengage the lead screw drive before cutting or else you will mess up the part ;0}
And now for the top chamfer...
Looks like a fitting I would buy at Lowes for $1.19 ;0)
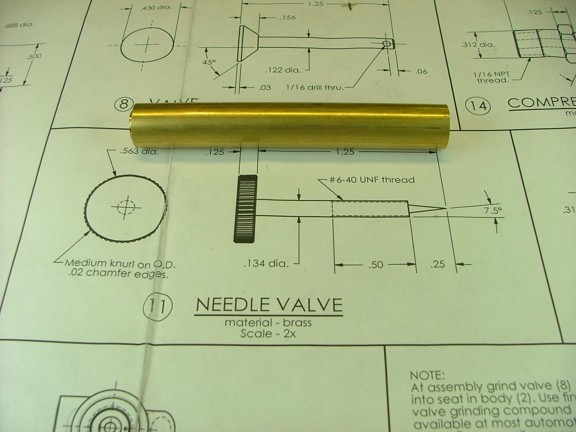
The next and essentially the last part to machine is the needle valve itself. This part is to be made from a piece of 5/8 brass rod that is included in the materials kit.
I started this part off by making two scribed lines at 1.250 and 1.375.
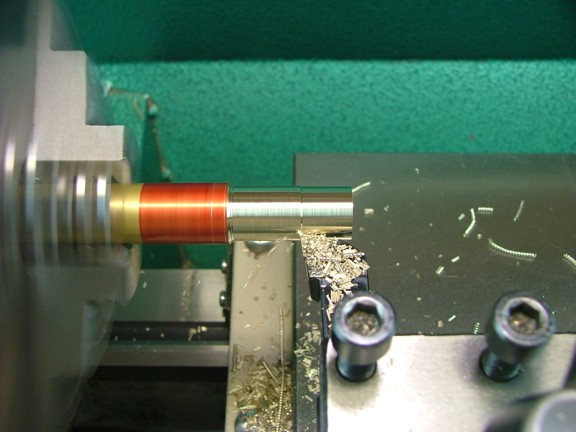
The next step is to start turning down the diameter of the rod to .200 just short of the first cut line. Note: I am leaving the shank a little thick so that the rod will be stiff enough to not bend when I machine the needle end...
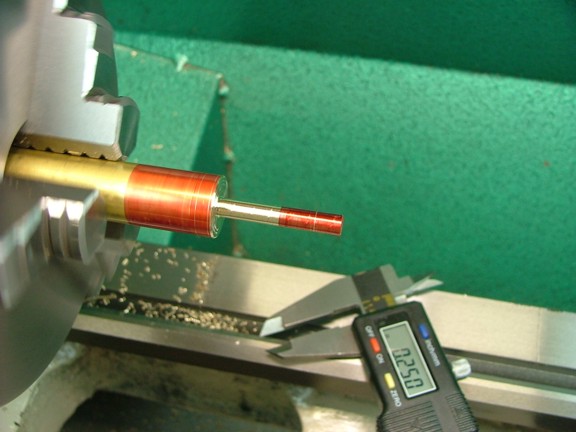
The next step is to make a new cut line at .250 from the end of the shank.
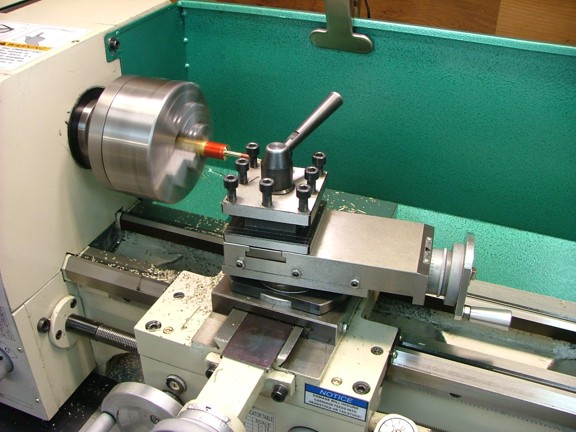
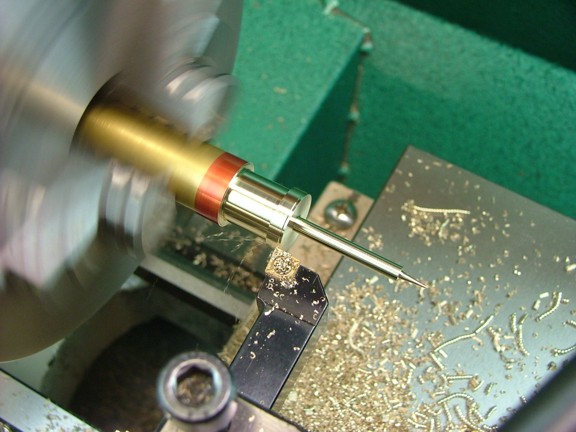
I now set up the compound rest to an angle of 7.5° to cut the needle end.
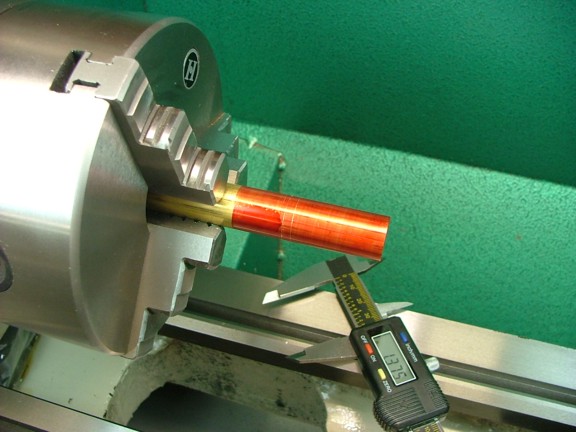
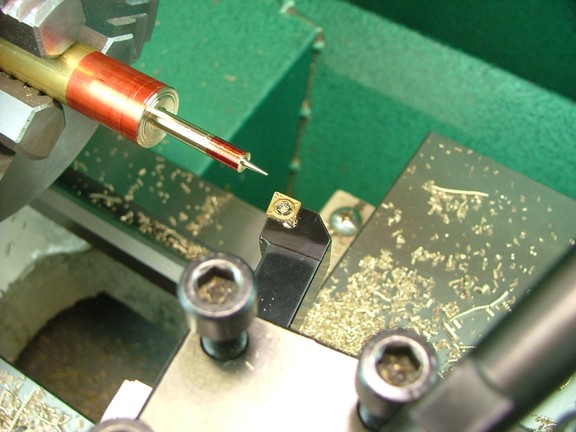
I set up an indexable carbide tool bit so that it was at the perfect height using my shimming method and started to cut the taper of the needle. This was done by drawing the bit across the face of the needle from right to left. I advanced the cross feed slightly for each pass.
I continued to cut down the needle till it was about .020 thick at the very point.
The next step is to turn the shank down to the final dimension of .134. I then faced the underside of the thumb wheel up to the cut line. A parting tool was then used to cut a knurling relief just to the left of the second cut line at a diameter of .500.
I now cut down the thumb wheel to its diameter of .563.
I mounted up a straight flute knurling tool into the tool rest and proceeded to knurl the head of the part. The knurling die used here is quite course so I tried to have it skip the pattern and double up the knurl for a closer pattern.
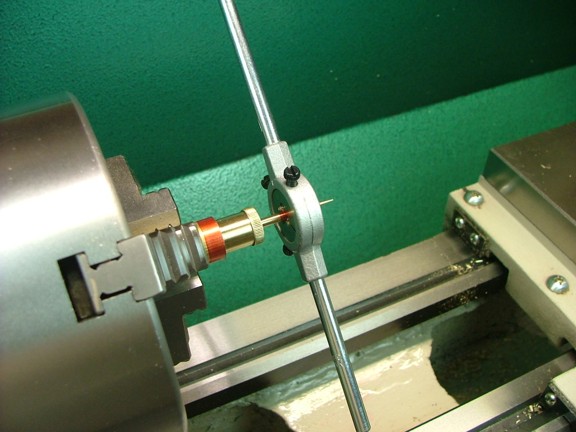
I now used a 6-40 die to thread the shank to a depth of .500 as the prints require.
Next I used my parting tool to carefully remove the part from the rod. I was extremely careful to not damage the needle end during this process.
Lastly I trimmed the head down to a thickness of .125.
The finished part...
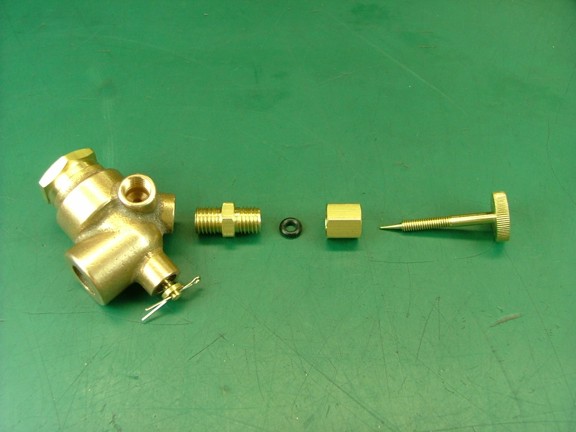
I gathered up the needle valve parts including the O-ring seal (included in the basic kit) for a fit check.
The mixer assembly is now complete!!!
A factory made 1/8 x 1.5 NPT cast red brass pipe nipple is supplied with the materials kit to mount the mixer to the engine (below left). This pipe is probably a scale representation of the original pipe used on the full scale Red Wing engine. I personally dont like the mixer hanging down that low so I will be using a close nipple to replace the longer one (below right).
Next I temporarily mounted the mixer on the engine to start working on the fuel delivery system.
I will be using the optional fuel line kit (Cat# R-FK-FL) to plumb the fuel system (seen below). The finished fittings and valve will save a bunch of building time and provide a real scale look for the engine. Note: The engine materials kit does provide enough metal to machine a fuel-stop needle valve and two compression fittings if you should so desire.
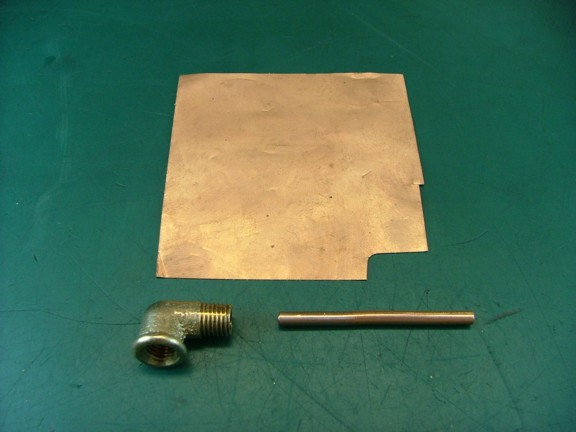
The first step on the fuel system is to make a fuel sump tube. This is an idea I came up with as an option to using a standard 1/16-27 elbow fitting in the side of the fuel tank. The fuel sump tube will allow the fuel system to scavenge almost all of the fuel available by siphoning the fuel right at the bottom of the tank. This will eliminate any lost volume from the height of the fuel fitting. To make the sump tube I cut a 1.625 long piece of 1/8 copper tubing and prepared it for soldering on one end.
I now cut a thin strip of copper foil to make a bushing that is just big enough to fit into the male end of the street elbow. Note: The copper foil used here is an adhesive type used for EMI shielding and is readily available online...
Next I applied a little non-acid flux to the joint and silver soldered the sump tube into place. I was careful not to get any solder on the threads of the fitting.
I brushed off the flux with a wire brush and it was ready to go!!!
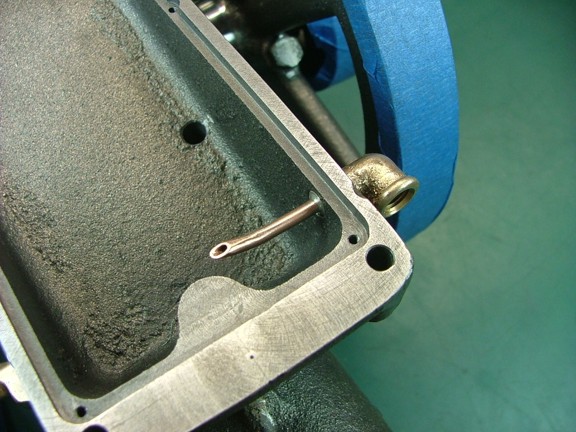
I threaded the elbow fitting into the fuel tank and angled the sump tube so that it intersects with the bottom plate of the tank. I then used a Dremel tool to trim the tube at an angle so it will be as close to the bottom as possible.
I now set a machinists square on the lower ledge of the fuel tank and adjusted the sump tube so that it was about a 1/16 below the square.
Now a quick fit test of the bottom plate...
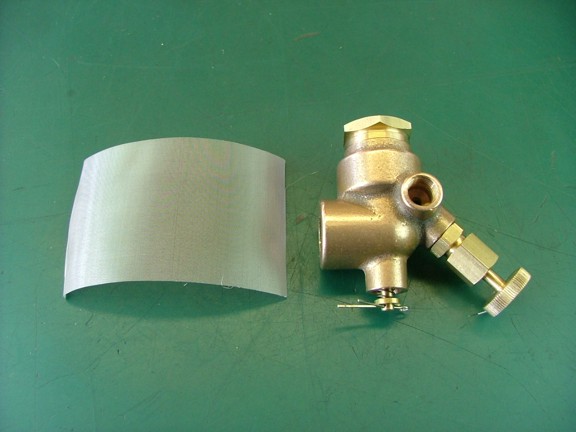
The next step is to fit the fuel-stop valve onto the mixer but before I thread the valve on I will need to add a filter screen. It is a good idea to filter the fuel before it enters the needle valve as even the smallest particles will clog the valve and continually change the fuel mixture. To avoid this problem I purchased some 200 x 200 mesh 304 stainless steel wire screen from McMaster-Carr (Cat# 85385T877) which will be used to make a filter screen.
I cut out a .330 diameter disk of the screen so that it can be inserted in the fuel line port of the mixer.
I formed the filter screen over a 15/64 drill bit to make a cup shape which will fit perfectly into the mixer body.
I now used the drill bit to press the screen into the fuel line port as seen below. Simple yet effective :0)
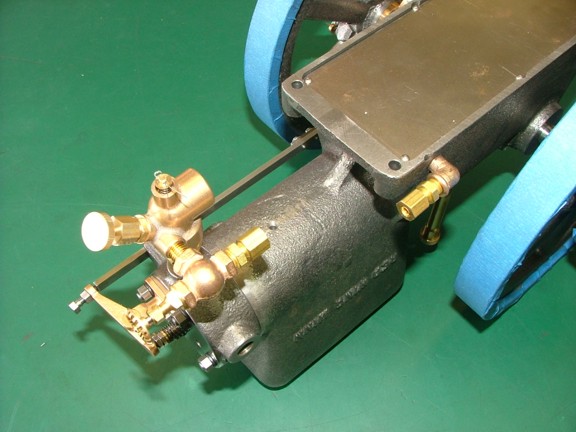
I can now dry fit the globe valve on the mixer. Note: I am not applying any sealant to the fittings as the engine will need to be disassembled for painting.
The next step is to install the 1/8 copper fuel line from the tank to the valve. I installed the compression fittings into each end so I could measure the offset needed to connect the two.
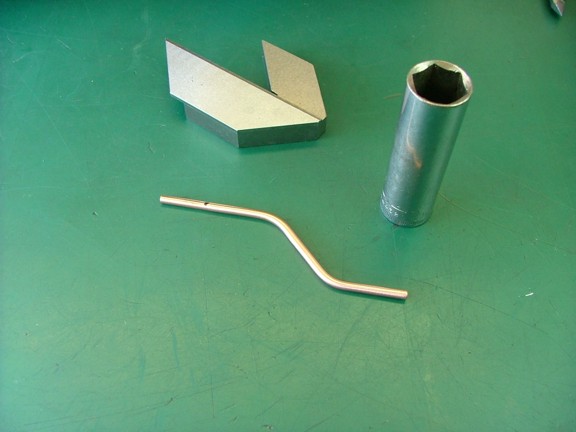
I used a 3/4 deep socket to bend the soft tubing into an S shape using 45° bends and then marked one end to be cut with a tubing cutter.
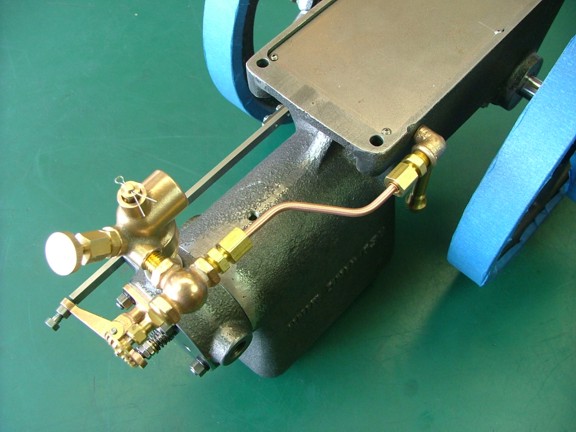
After some fine tuning the fuel line was installed for a fit check. Note: the compression fittings were not tightened yet. I will wait for final assembly.
The Red Wing engine is almost complete!!! I cant wait to see what this thing will look like when it is complete ;0) Please join me again for the next episode of the Red Wing project coming soon!!!