Hello again everyone! I am moving forward with the engine's base frame which seems to be a simple part to machine. This casting like all of the castings in this kit is very clean and free from defects :o)
I started out by mounting the base to the table and squaring it to the tables travel as I have done before. I use an average reading from my dial indicator to get the best alignment to the table. This is only crucial to the squareness of the mounting holes in the base and not the facing of the bottom.
Using my carbide facing mill I removed just enough material to expose a uniform face.
The indexable facing mill works magic with this type of cast iron :0)
The nest step is to lay out the mounting holes in the bottom of the base. I used my 300 mm calipers to get the best layout between the ends of the base as seen below. I will use the mills axis dials to make sure the holes are square to each other later on.
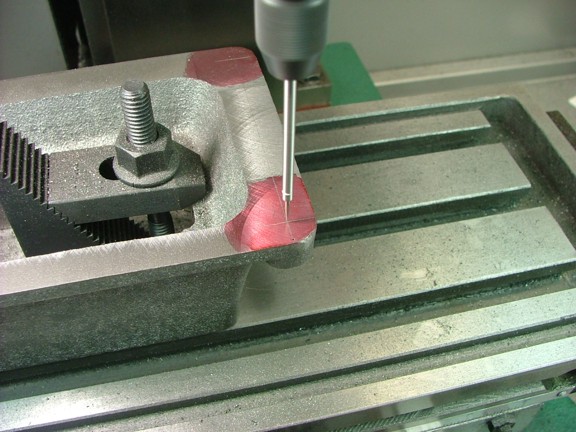
I used my wiggler to spot the first hole...
And now to drill out the four locations with a 13/64 drill bit.
I now flipped over the casting and squared it to the table with the dial indicator (not shown). The facing mill was then used to trim off the casting to a height of 2.340.
I laid out the top mounting holes in the same manner as before and located the first hole with the wiggler.
I used a #2 center drill followed by a #21 drill to make the four .5 deep mounting holes (not shown). I then tapped the holes with a 10-32 plug tap...
The optional Red Wing hardware kit (Cat# R-WC-SCR) includes the 10-32 x 1 studs needed to mount the frame to the base (seen below left). These will not be long enough to use on this project (mostly because I opted to leave the frames base a little thicker). I will replace the 1 long bolts with some that are 1.250 long so there is enough thread to hold the frame in place. I purchased some plain steel 10-32 threaded rod from McMaster-Carr (Cat# 91565A868) and cut it to length (not shown).
The new studs fit beautifully :0)
And now for a test fit. The frame dropped right over the studs and bolted right up. Measuring twice and drilling once seems to prove true ;0)
And now for one of the most challenging tasks of this build, the crankshaft!!! I have been looking forward to working on this part for a while because it will test my abilities to turn a part between centers. I have never turned a part between centers or a part with an off-axis center. It should prove to be interesting :0) The crankshaft casting (seen below) is made from a 80-55-06 ductile iron which is a super tough alloy yet relatively easy to machine. I have never worked with this alloy so this will be a good learning experience.
The first step is to face off the four outer sides of the crank throw arms. I aligned the crank horizontally and then started with the back side of the throw as seen below. I centered the facing mill in the center of the throw as to leave a nice symmetrical pattern. I took off just enough to clean up the edges. Note: I plan on leaving the rough machined surface of the throws as-is so I took care to make my final pass carefully.
I flipped over the crank and proceeded with the other side. I continued the milling pattern in the same direction much like a chevron pattern.
And now for the sides of the throw arms. Once again I removed just enough material to square up the edges. I used a set of parallels to prop up the crank to ensure the sides would be parallel to each other. Note: These surfaces will not be in contact with any other machined parts so the tolerance is not that crucial.
And now to start on turning the crankshaft. I mounted the crank in my three-jaw chuck so I could face off the end to prepare for a center drill. I checked to see if the shaft had any wobble before proceeding and then removed just enough material to clean up the surface. Note: I will be removing quite a bit of material from the shafts on each end so a little wobble (if there is any) wont effect much.
I drilled a 60° #2 center drill (15/64) hole on the end of the shaft as seen below. The taper was drilled out to about the width of the bits shank.
I installed my new live center into the tail stock and secured the end of the crankshaft in place. I used a little anti-seize compound to prevent galling should the crank be out of axis from the center.
I can now begin trimming the crankshaft down to a reasonable diameter before the crankshaft is turned between centers.
I made .010 deep cuts each pass with a left hand feed. During this process I had noticed that the iron has somewhat of a grain as the tool bit would make a distinct noise when it passed over the hard layer on opposite sides of the shaft. This would imply that the irons molecules had aligned in a particular direction during the casting process.
This was a good time to check out the tail stock alignment so after one of the passes I measured the outer diameter and the inner diameter to see if there was any taper. I noticed a .005 taper so I moved the tail stock alignment screws and made a new pass with the lathe. I eventually removed all of the taper from the cut ensuring proper tail stock alignment.
I cut the shaft down to .525 in diameter. The last .025 will be cut between centers to ensure concentricity of the crank.
It is now time to surface the outer side of the throw. The prints call for a radius at the base of each shaft so that the bushings have a surface to ride against. I would much rather have a square shoulder to act as a thrust bearing so I opted to cut a .6 wide x .015 deep shoulder while facing the throw arm. I removed just enough material to include the .015 deep shoulder to give clearance to the bearing blocks later on.
The crank was flipped over and the whole process was repeated on the other side. The shaft was turned down to .525 as before with the .6 wide shoulder at the base.
This was a good time to file the outer edges of the crank to see if any more material needed to be trimmed for nice beveled edges. Luckily the file did the trick and I could move on to the centers for the final dimensions. Note: Filing the edges now is safer than doing it when the shafts have been finished considering the file can slip and ruin the surface of the shafts.
I installed a MT4 dead center into the lathes spindle and added a face plate to drive the lathe dog on one side of the crankshaft as seen below. I used moderate pressure from the tail stock as to not cause warping while watching my dial indicator for insurance.
I started to cut the shaft to bring the diameter closer to .500. I turned the crank at about 80 RPM with .005 deep cuts each pass. Rubber banding was added to the other side of the shaft to act as a harmonic dampener which eliminated any chatter while cutting.
As I got closer to the final dimension I reduced the cuts down to .001 deep each pass at .006 travel per revolution. This will help eliminate any deflection caused by tool bit pressure. I also rechecked the tail stock alignment so no taper would be added to the shaft (not shown).
I was now getting down to .502 which was my final diameter before sanding.
I used my Starret micrometer to gauge the diameter of the shaft. It was at .502 which was perfect!
I carefully measured the oil-lite bushings so that I can match the shaft to the ID of the bushings. This was done with a telescopic bore gauge and micrometer as seen below. The bushings were really close to .500 so that is what I will finish the shafts to.
To finish off the last .002 in diameter I will be using 320 grit sandpaper. I carefully started at the end of the shaft and sanded down the diameter to .500 so I could use a bushing as a go, no-go tool. I then worked the sandpaper down the shaft until the bushing had enough clearance to pass to the end. This process took some time and patience but provided extremely precise results. I call the process final fitting.
The bushing now fits the crankshaft nicely ;0)
The next step is to repeat the whole process for the other side of the crank.
After a decent amount of work the two shafts were ground to specification.
This is a good time to check to see if the bearings will work in the engines frame with the crankshaft installed. I installed the bushings into the frame with the crankshaft and noticed that they were too tight (not shown). This would indicate the bearing blocks are squeezing the bushings too tight. To fix this I decided to sand down the OD of the bushings to exactly .625 as to promote a better fit. I had built a arbor for cutting 1/2 ID parts for an earlier build that could be used to hold the bushings while being sanded to the final OD (seen below). I clamped down the bushings on the arbor and used 320 grit sandpaper to trim down the bushings (not shown). I decided to cut some 3/16 wide by .015 deep oil grooves in the bushings at this time as well. These grooves will allow oil to flow around the bushing to multiple holes for optimal lubrication.
I moved the bushings over to the mill to drill out four evenly spaced 3/16 holes for the oil to travel through.
The finished bushings look good!
And now for a fit check. I located the bushings so the holes were offset from the oiler hole in the caps. This will prevent me from scarring the shaft with my needle oiler later on. I also marked the bearings so they could be installed the same way during final assembly.
I tightened down the caps and put a few drops of light oil in the caps for good measure. The shaft could now spin with minor friction. The fit was still a bit tight but should loosen up when the engine is broken in later on.
Next week I plan on machining the crankpin center which should prove to be interesting. Please join me again for the next episode of the Red Wing Engine project!