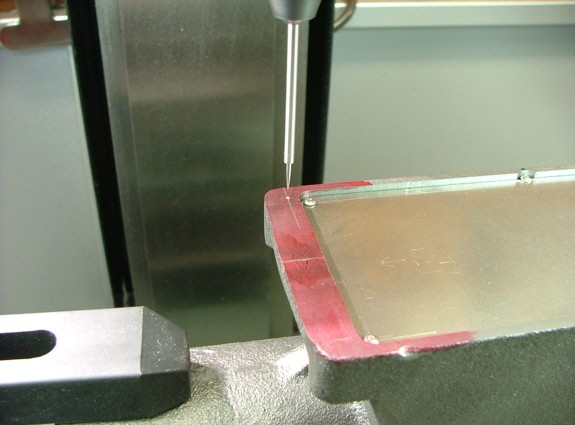
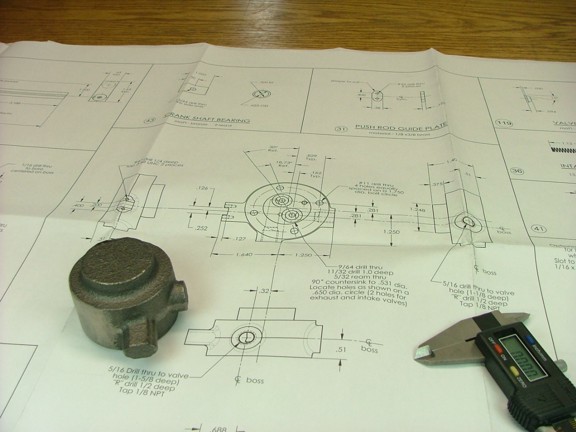
Hello again folks! I am moving forward with the Red Wing build and really making progress. I had just recently finished the fuel tank plate and I am ready to drill the holes out for the base hardware. I followed the prints for the dimensions and zeroed in the spindle with my wiggler indicator tool (I will be using this tool quite frequently during the build). The wiggler has several attachments but the one I use the most is the point probe that is centered while the spindle is turning insuring zero runout. I line up the probe with the scribed marks and I am good to go.
I used a 13/64 drill bit to drill out the four holes as seen below...
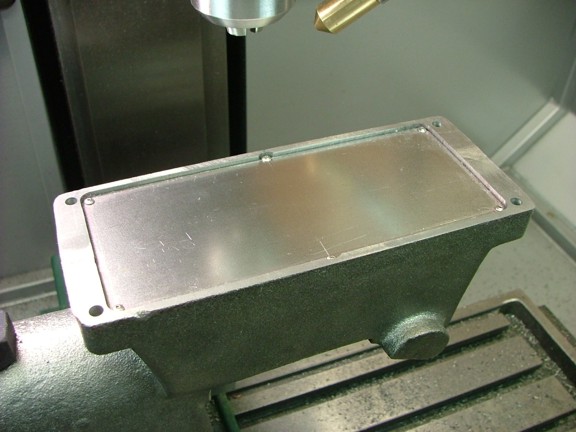
At this point I used a file to clean up the top side of the front bosses as they are hard to get to with the mill.
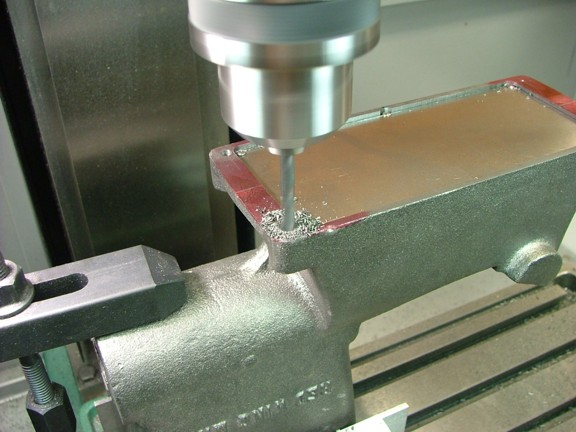
To surface the top of the back bosses I used my facing mill. I then cleaned up the edges with the Dremel tool (not shown).
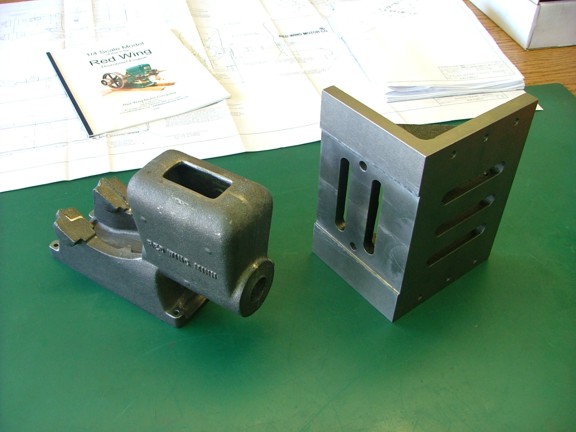
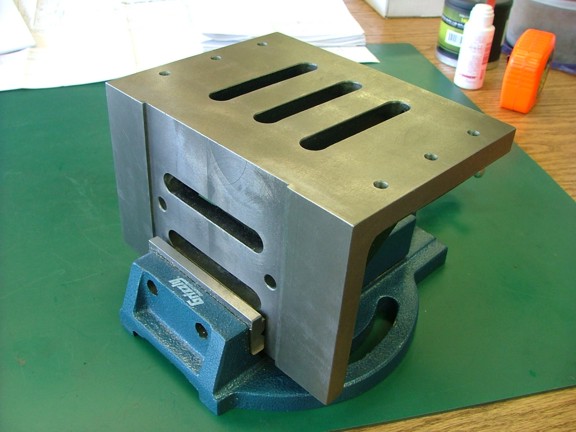
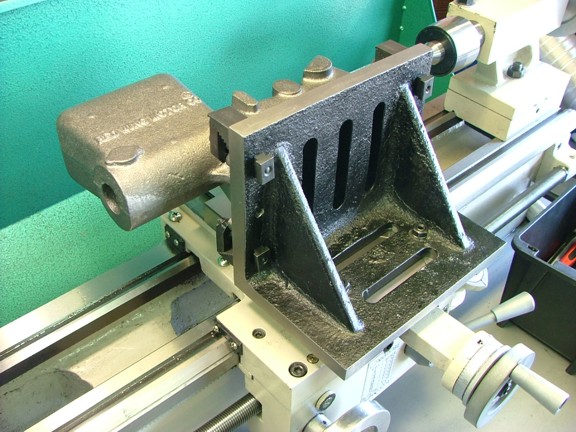
The next step is to bore the cylinder. I decided to use my lathe to bore the frame so I needed a way to attach the frame to the carriage. My solution was to purchase a cast iron angle bracket (Grizzly Cat# G9578) that I could customize to fit the cross-slide of the carriage.
I milled a slot in the 5 side to fit tightly over the lathes cross-slide table as to prevent shifting and drilled holes to facilitate mounting. I also drilled 6 bolt holes in the 6 side to be used as workpiece clamp holes as seen below. This bracket will hold the workpiece horizontally instead of flat on the carriage which makes for easy elevation adjustment of the workpiece.
I scribed a line on the bracket to indicate the spindle center. This will make setup much easier.
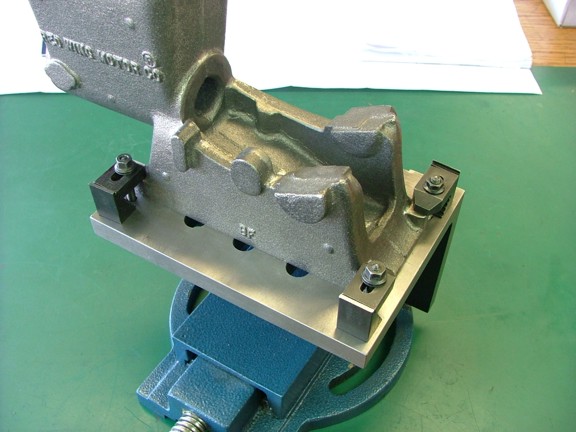
Using the holes I drilled I was able to mount the frame to the angle bracket as seen below. I used a set of center marks (not shown) on the engine frame base and aligned them with the spindle center mark to get the alignment close.
The next step is to remove the compound slide from the lathe.....
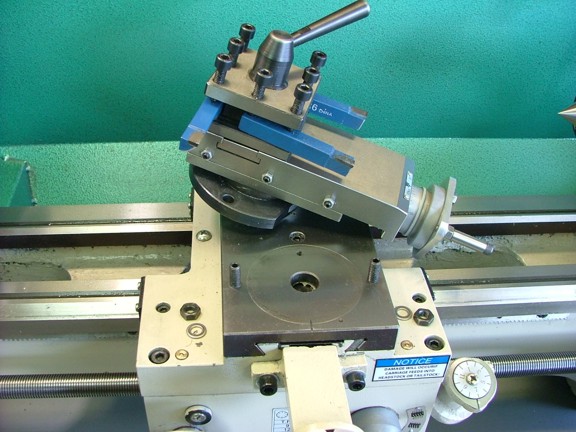
The angle bracket bolts firmly to the cross-slide...
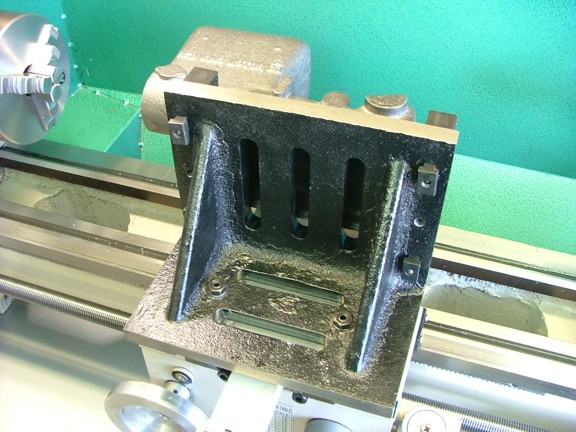
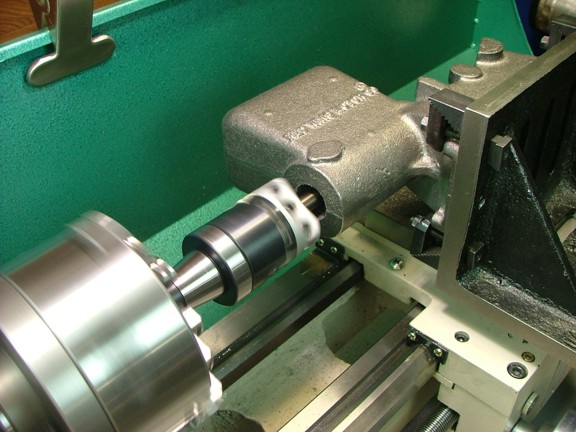
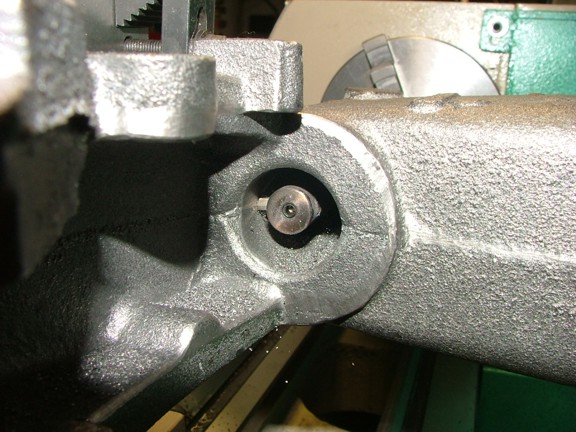
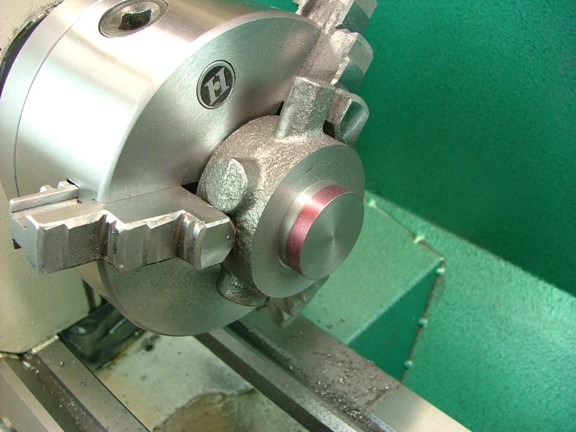
The next step is to center the spindle in the bore of the cylinder. I used a 1/2 tool steel rod mounted in the chuck to check where the spindle center was in relation to the engine frame. I measured all around the outer edge of the cylinder (seen below) to get the best average of center for the bore. I then checked to make sure the bore was parallel with the base of the frame. The bore ended up being 2.65 up from the bottom of the frame although this dimension could change from kit to kit.
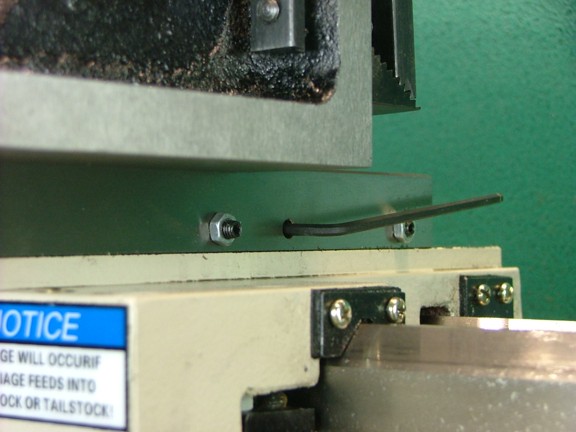
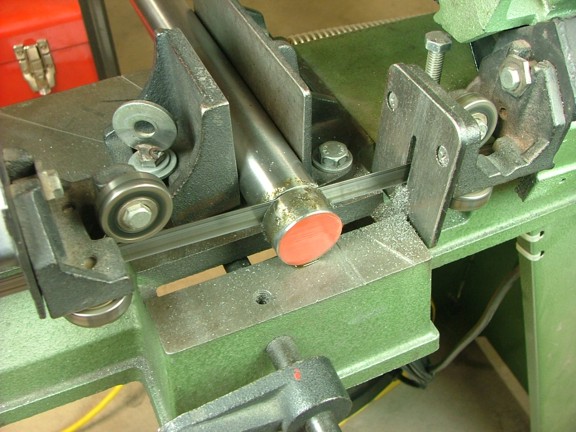
After I was happy with the alignment I locked down the cross-slide table with the gib lock screw as seen below. This will reduce any movement from the table during the boring process.
I used some blue painters tape to wrap up the cross-slide wheel so I cannot accidentally bump the handle. Cheap insurance ;0)
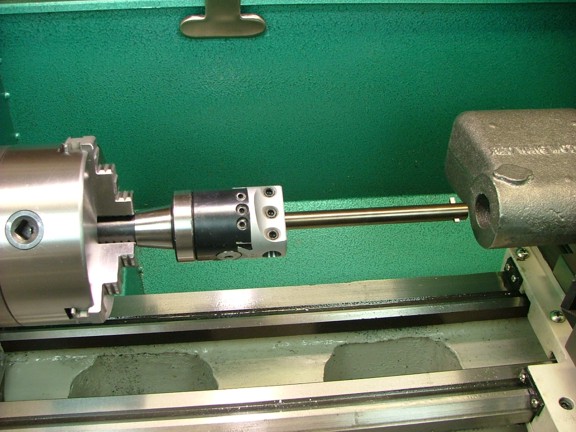
To bore the cylinder I will be using a fabricated 1/2 tool steel boring bar (seen below) with an 1/8 High Speed Steel (HSS) cutter bit.
To adjust the depth of cut I will be using a 2 boring head mounted in the chuck of the lathe. I dont have a Morse taper arbor for my boring head so I just grip the R-8 shank on the sides as seen below.
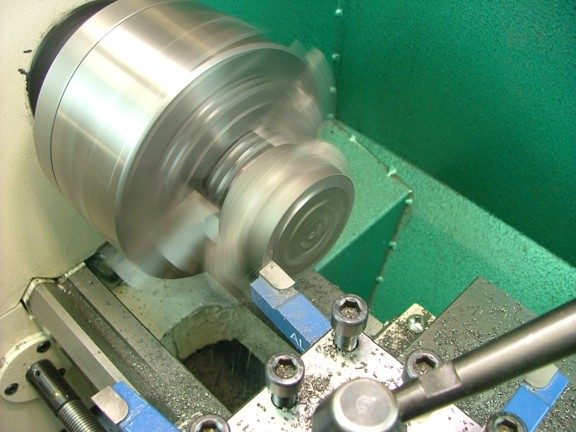
I started cutting the rough outer surface at about 160 RPM with a feed rate of .006 per revolution. The residual sand in the castings surface dulled the bit a few times but once I was through it was smooth sailing.
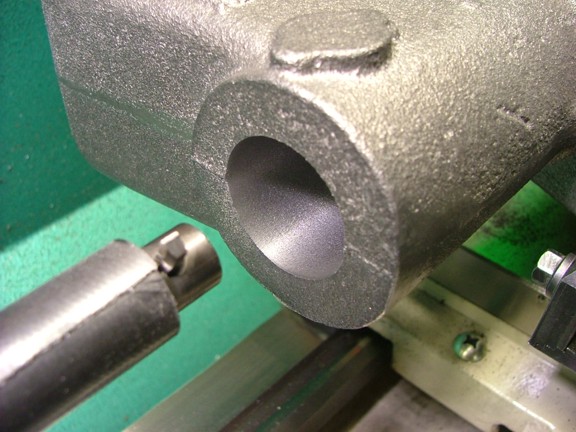
At first I bored from the top of the cylinder toward the bottom (seen below). I eventually changed my mind and bored from the bottom end to the top. This is because there sometimes can be a slight taper in a bore due to the bit becoming dull during the pass and not cutting as deep toward the end of the cut. If there is a slight taper I want it at the top of the cylinder where the combustion heat will expand the bore more so than at the bottom.
I continued boring at about .008 deep cuts for each pass. I reduced the RPM to about 120 to prevent harmonic chatter that started to sing a little as the bore became larger.
I was now getting close to my target of 1.248 diameter so I reduced my cut depth and inched my way to the final dimension. I wrapped up the boring bar with some black duct tape to absorb vibration (seen below) which helps make a cleaner cut. This is a trick I learned while machining my 6CI Steam Engine kit.
I reduced my speed to about 60 RPM and made the last passes for the final dimension of 1.248. The surface was clean and chatter free ;0)
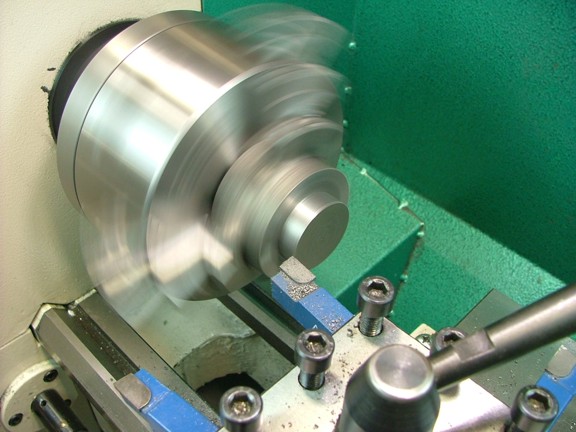
The next step was to face off the cylinder with the facing mill. I set up my dial indicator so that the carriage movement could be indicated and adjusted the position for the first cut. The table was locked down with the carriage lock bolt as seen below.
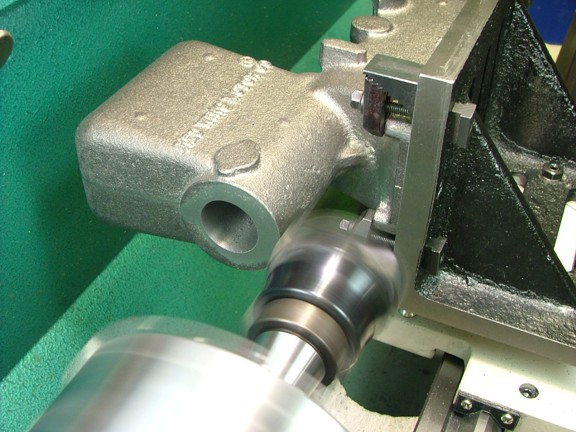
Using my 2.5 facing mill mounted in the chuck (same as as the boring head earlier) I was able to shave away the front of the cylinder. I moved the engine frame across the mill with the cross-slide and progressively moved the workpiece toward the mill for the cut. I used the dial indicator to see how far to move the carriage during each pass.
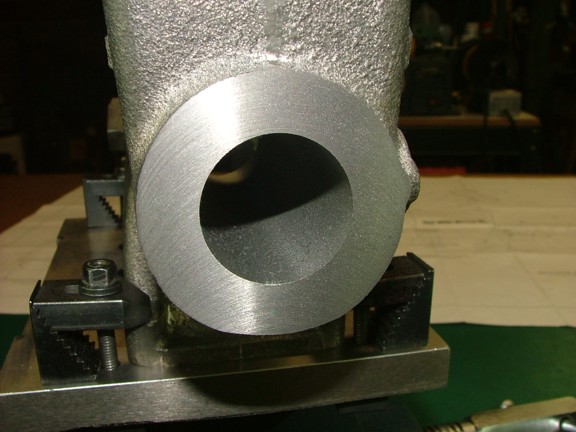
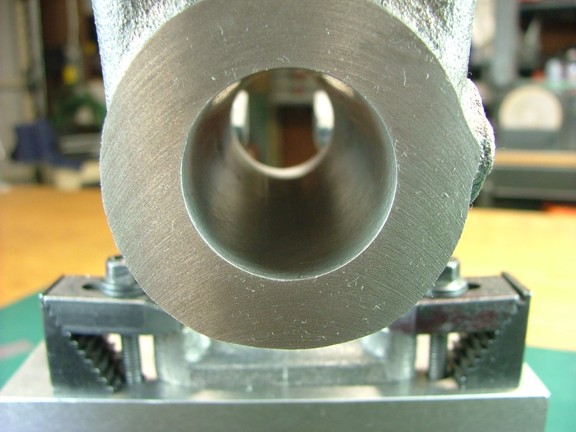
The final pass left a beautiful finish ;0) I ended up leaving the bore a little longer than the prints suggested as to not cut into the spark plug boss. This put the overall cylinder length at about 4.455 which is about .018 longer than required. I plan to adjust the length of the piston to achieve the optimal compression ratio later on so this measurement is not that critical.
You can see the spark plug boss below and where I stopped cutting...
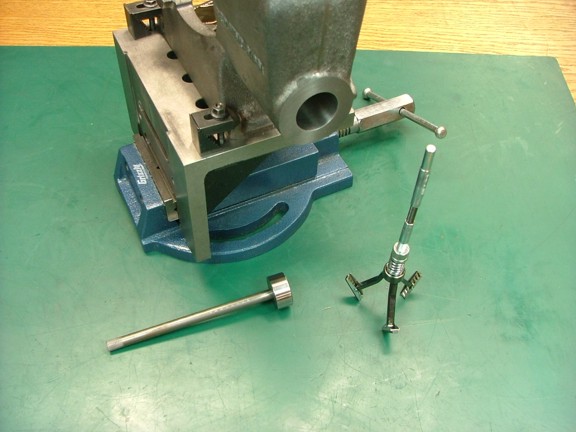
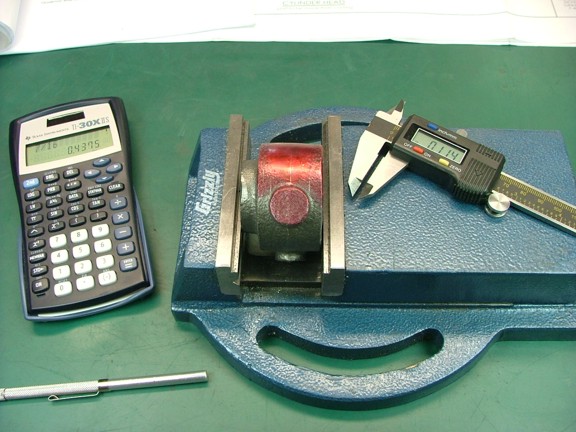
The next step is to fine tune the bore to the required 1.250 diameter. The goal here is to machine a nearly perfect parallel sided bore to promote good compression and even wear. If the bore has uneven sides it will cause the rings and piston to prematurely wear. To do this I like to use a tool I developed called the Rocker Gauge. I discovered this process when I was building my steam engine and needed a tool to measure the bore of the cylinder. I figured that if I made a gauge plug that fits snug into the bore that I could hone the bore until the gauge fits evenly through the bore. Kind of like a go and no-go gauge set. It worked really well for the 6CI kit so I will be using it here. To start out I cut my gauge plug from some 1.249 ground tool steel rod and trimmed it to half the diameter in length (.625 long).
I added a 6 x 3/8 shaft to the rocker tool and polished the plug (seen below). Using the rocker gauge I started on the end of the bore. The plug would not fit so I used a three-stone brake hone and cutting oil to make a few passes in the bore to ease up the fit.
After a few more passes I got the rocker gauge to fit into the bore progressively deeper. I paid attention to the tight spots in the bore and spent more time honing those areas until the rocker gauge fit through the entire bore (about three minutes of honing total). Of course it is important to clean the bore before each measurement is made to ensure accuracy.
I can now fine tune the bore with the rocker gauge tool. I set up a dial indicator down the shaft at about four times the diameter of the bore (5). I also made a mark on the shaft (not shown) so this can be repeated. Since the plug is slightly smaller than the bore it will rock a bit allowing the shaft to move up and down. I measure this movement with the dial indicator and try to make the play as even in several places down the bore.
I honed the bore in spots to achieve a rock of about .012 to .015 all the way down the bore. This takes some time but will produce a nearly perfect bore IMO.
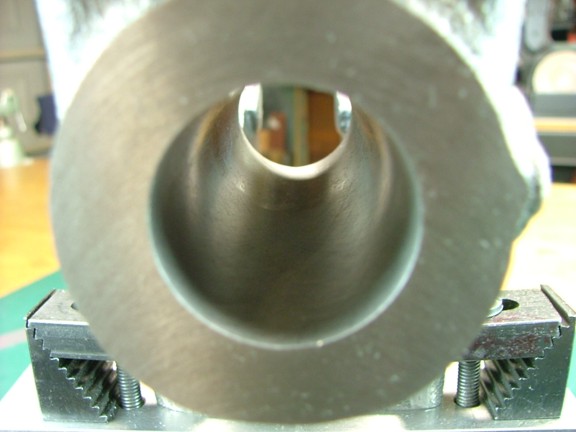
At this point the bore is looking good so I applied a 30° crosshatch pattern to the honing job by moving the stones in and out slowly to achieve a finish that will evenly break in the rings later on. Without a good crosshatch surface the rings will glaze and not seat correctly.
You can see the pattern a little better in this photo below....
Now that the cylinder is finished I can start work on the cylinder head. I studied the plans again and planned out my next step...
The first thing I did was to lay out the center of the intake/exhaust port bosses on the head to be used as a starting reference. Much like the base of the engine frame this mark will be used to machine most of the following operations from.
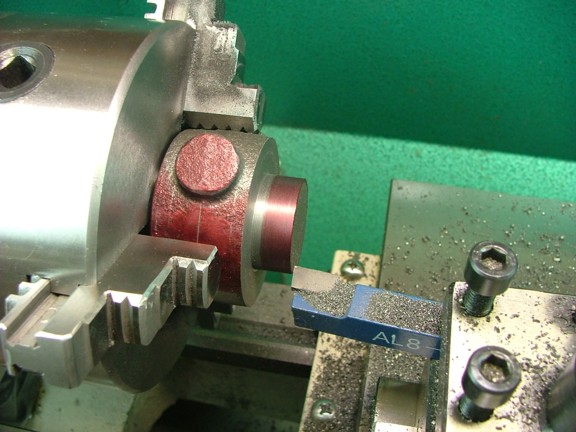
I mounted the head in the three-jaw chuck and positioned it as near center as I could. I rotated the head slowly to check for wobble before cutting the bottom side of the head to .515 deep from the center line. I cut the diameter of the shoulder to 1.249.
Once I was happy with the depth of the outer face I trimmed off the excess of the shoulder to .375 deep...
The next step was to face the top of the head to .51 from the boss center line.....
I plan on using a polished finish to the cylinder head top so I used some 320 grit emery cloth to finish off the head (not shown). The head top will later be polished with compound....
Please join me again for the next episode of the Red Wing Engine Project next week where I finish up the head.
Thanks for visiting my site and stay creative my friends!!!