|
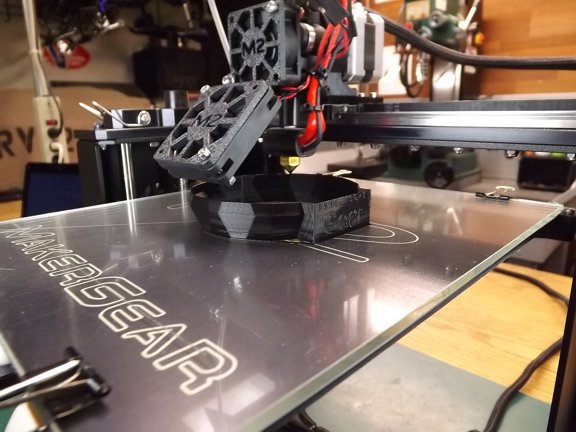
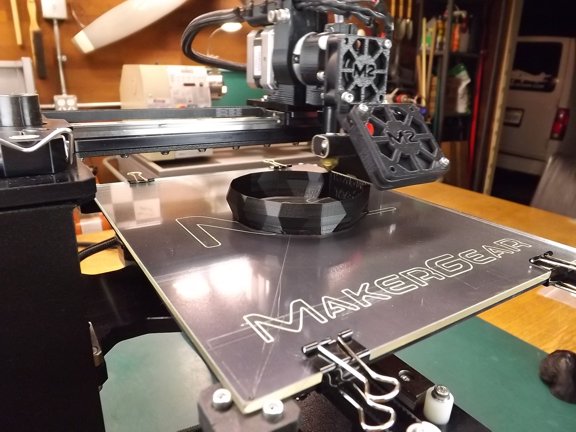
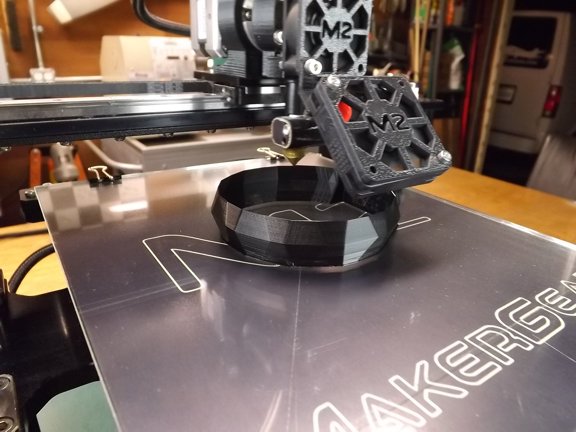
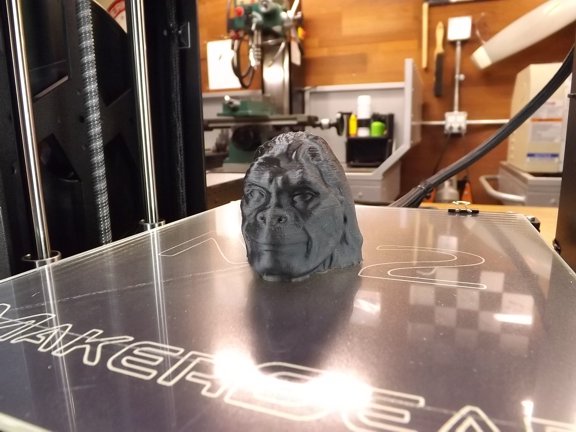
At this point I was pretty happy considering only a few days earlier I had a box of parts and now had a working printer. It was only a matter of minutes before I loaded up another sample print and started up the machine again. This time I chose the Bigfoot file which was a much more complex file to print. The Bigfoot file contains 188,000 individual lines of G-code of which consist of very short straight lines arranged in a pattern to create the illusion that there are no straight lines at all.
In fact most 3D printing consists of very short straight lines that are segmented together to form arcs and circles. In the case of the Bigfoot file all of the exterior of this model are indeed very short straight lines stitched together to make this complex shape...
|