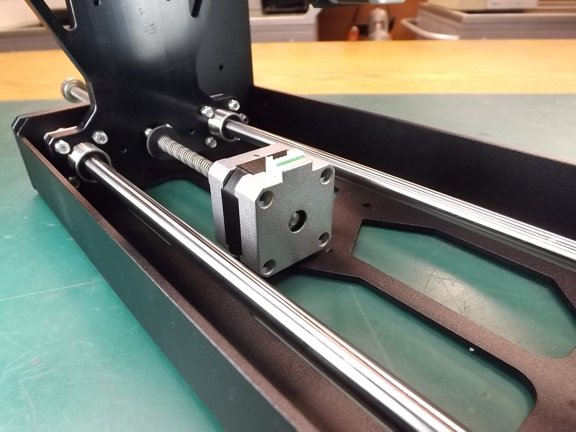
One of the issues I have read about the M2 has is that the Z axis stepper motor gets hot as it holds the platform in position. Stepper motors should always be kept under 80° C (176° F) or else the windings could be damaged or the armatures permanent magnets could be thermally weakened. Ultimately I would like to see all of these motors under 55° C (131° F) which is why I am taking precaution on the Z axis motor. The X and Y axis motors have the aluminum tooling plates to bolt to which act like huge heat sinks. The Z axis motor bolts to the frame however the connection is not so great as the frame is powder coated as well as stainless steel (which is a not a very good thermal conductor to begin with). To help transmit the heat away from the motor into the frame I will be adding some silicone thermal grease to the joint between the motor and the frame. This will help the heat transfer over to the frame and cool the motor (in theory). The first step is to remove the cap screws that hold the motor in place as seen below.
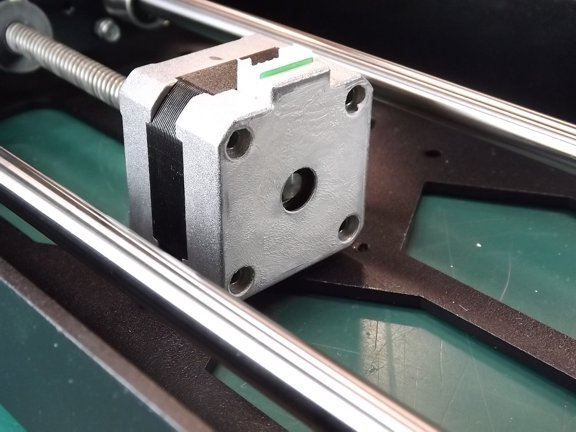
Once the hardware was removed I could move the motor away from the base of the frame.
I had some silicone based thermal grease that is really thick which would be great for what I need. CPU thermal compound would work as well but may not have the viscosity to stay in place over time.
I applied an even layer of the paste on the bottom of the motor which I hope will bridge the imperfections in the two surfaces and transfer heat better.
I installed the screws back into the motor and tightened them in place. The thermal grease oozed out a little from the sides which is fine. I also used some cyanoacrylate glue (not shown) to glue down the rubber washer (seen below) which is used to buffer the Z axis when it rests on the motor. The washer has the tendency to stick to the bronze nut and move around on the lead screw. Gluing the washer to the motor will fix that issue.
Now that most of the mechanics of the machine are in place I can install the spider assembly. I gathered up four M3 x 8mm low profile cap screws and a set of split washers to attach the mounting plate to the Y axis carriage.
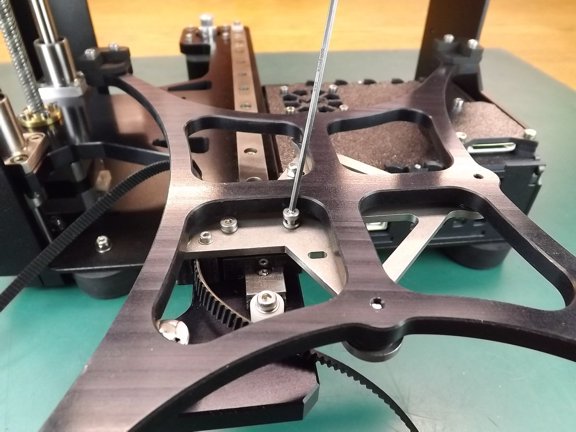
I applied a small amount of blue threadlocker to the screws before installing them into the carriage block as seen below.
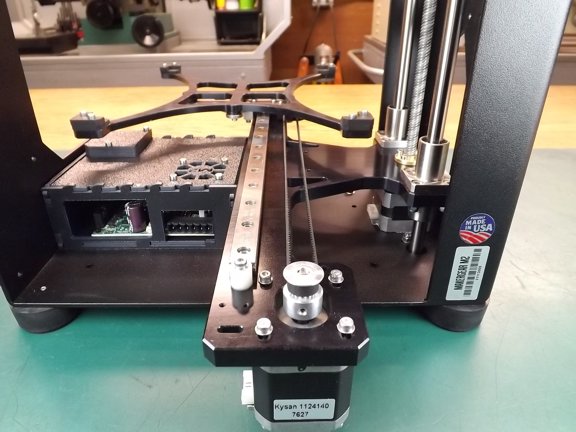
I then installed the timing belt on the pulleys and adjusted the tension of the belt by sliding the motor in its elongated slot. Once I was happy with the belt tension (using the push-in method described earlier) I locked down the motor with the aid of some blue threadlocker on the screws (not shown).
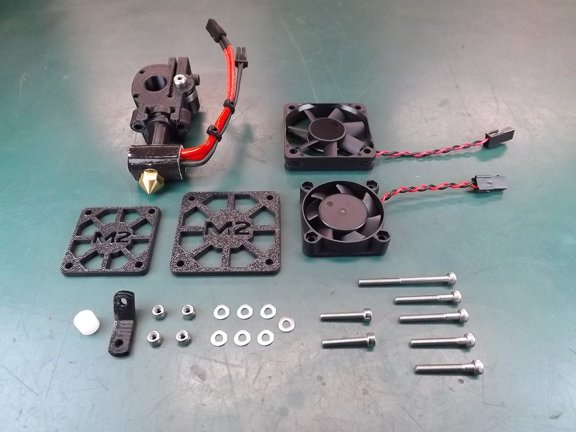
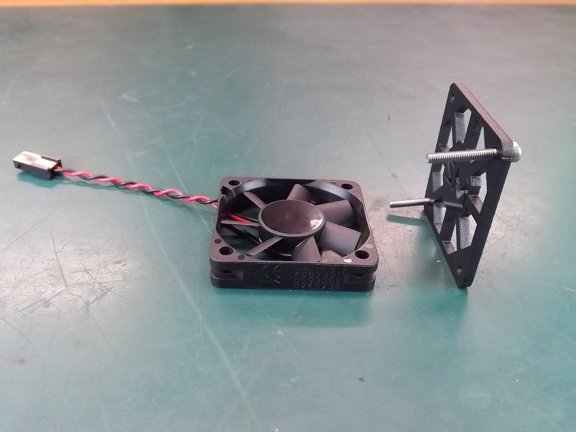
The next step was to put together the cooling fan used to cool the extruder head (40mm) as well as the filament cooling fan (50mm) used to set the extruded filament during printing.
I started out with a M3 x 40mm cap screw that installs into the 40mm fan as seen below.
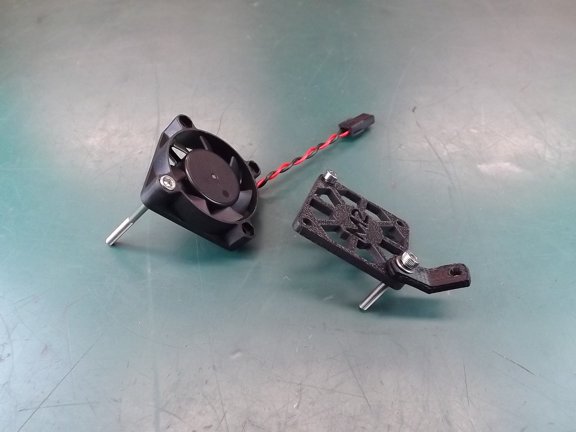
I then gathered one M3 x 22mm cap screw and washer and placed it through the printed fan bracket and fan guard as seen below. I then installed a M3 x 18mm screw through the opposite side of the fan guard.
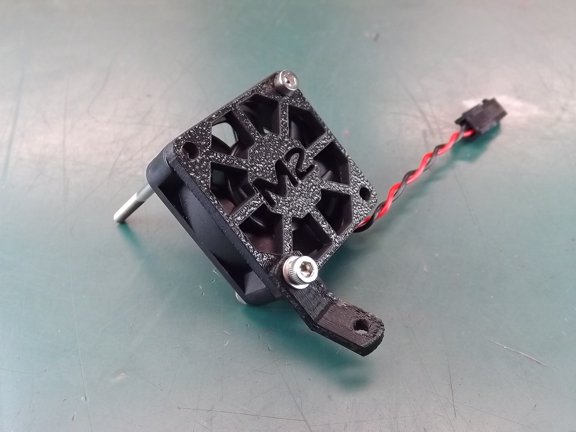
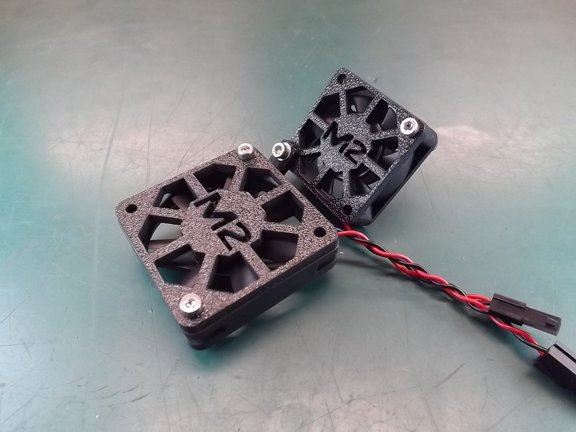
Next I used a set of M3 Nylock nuts and washers to fasten the screws into the fan. Note: The assembly instructions call for a set of washers between the fan guard and the fan however that is for blade clearance issues with certain types of fans that require that clearance. These CJY fans have no such problem so I just put the washers on the back of the fan for safe keeping.
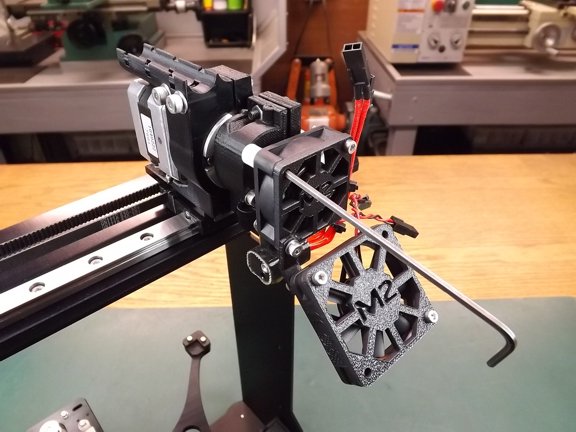
The laser cut M2 fan guards are a nice touch for this printer ;0)
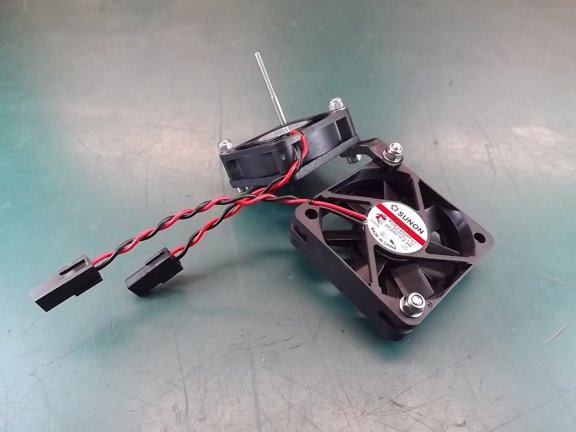
Next I grabbed a M3 x 22mm cap screw and a M3 x 18mm screw to attach the 50mm filament fan to the angled fan bracket (the longer screw goes through the angle bracket in the next step).
A set of M3 Nylock nuts and washers finished off the task.
The fan bracket setup on the M2 would seem to most as a weak attachment to the extruder. I believe that this is on purpose as the fans are designed to swing out of the way should the assembly crash into a model on the build plate or be bumped by the user during normal use. A rigid mount may break more fans due to unforeseen mishaps.
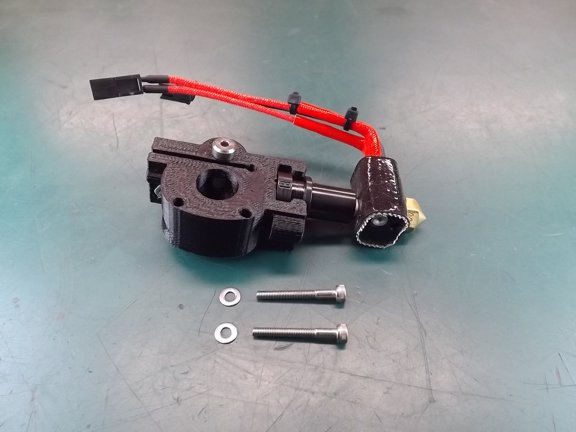
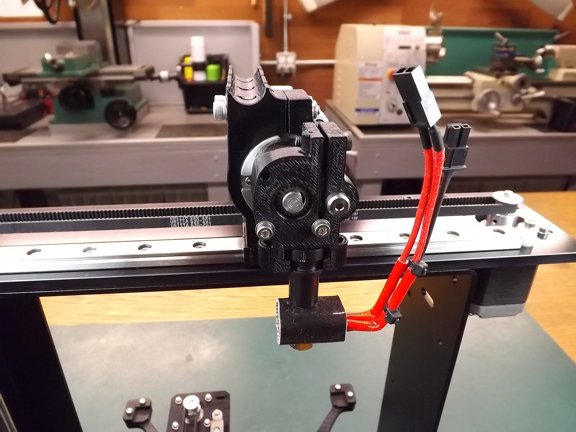
The pre-assembled extruder nozzle assembly was the next item to be installed. This assembly is held on the motor with two M3 x 25mm cap screws and washers.
After installing the cap screws into the extruder motors gearbox (seen below) I adjusted the vertical orientation of the extruder barrel by twisting the motor in its loosened clamp. Once the extruder was plumb I tightened the clamp to lock it in place.
The last touch to the extruder was to install the fans as seen below. I installed a 1/4 nylon spacer on the 40mm long screw to provide space for the fan to blow on the extruder. The cap screw was then tightened into the extruder assembly with an Allen wrench as seen below.
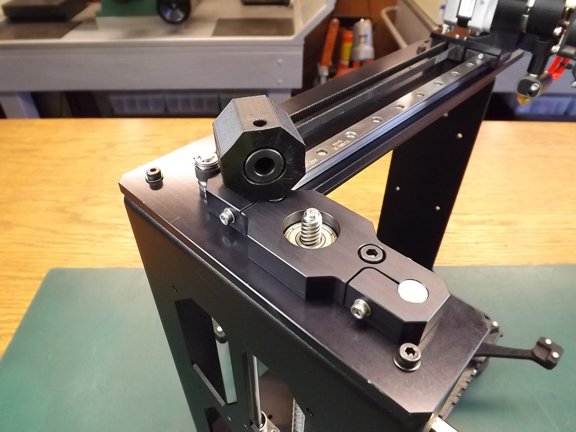
The next item to handle was the Z-axis adjustment knob. In reality this knob serves very little purpose (IMO) except for a visual reference that the Z-axis is actually moving during a print. There is little reason (that I know of) to manually move the Z-axis by this knob however it is nice to be able to hold the Z-axis up in case you need access to the underside of the machine. For this purpose, there are printed mods that lock this knob in place to hold the Z-axis at a certain height without having to power up the machine. The M2 comes with a printed knob (seen below) that has a steel shaft collar pressed into it for attachment to the lead screw. The eight-sided knob is well known on the M2 and is part of the machines unique bevel-cut architecture.
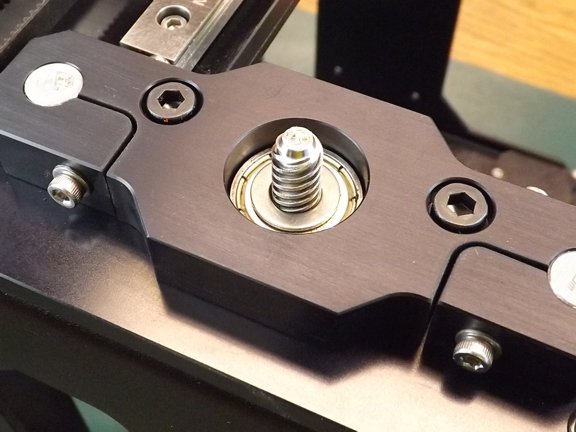
Unfortunately the lead screw on my M2 does not protrude out of the shaft clamp bracket very far (seen below). This makes me very hesitant to install the octo-knob on the lead screw when there is very little for the shaft collar to grab onto. Also the set screw will most likely damage the lead screws threads which make the prospect of changing out the bronze lead nut a tough one.
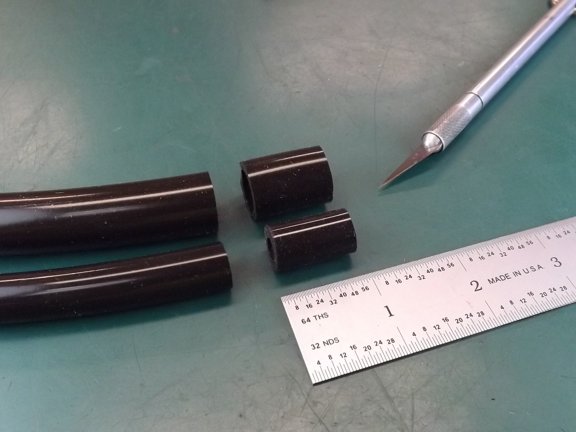
Instead of using the stock knob I decided that I would make my own out of silicone tubing. This tubing can be pressed over the lead screw and not damage the threads. I happened to have a couple of sizes of black silicone tubing (seen below) although automotive ATF rubber hose, vacuum line or fuel tubing would work just as well if the right size was found. Basically anything that allows you to easily turn the lead screw by hand.
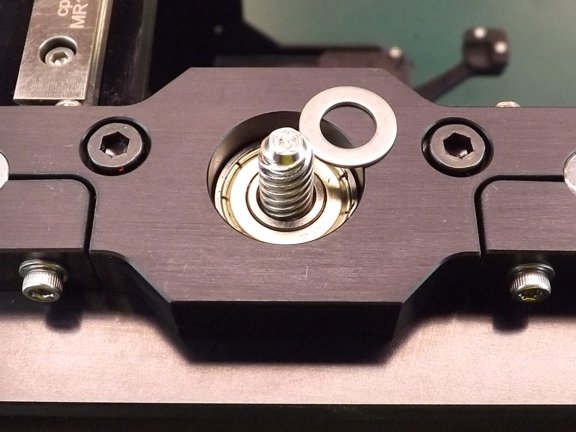
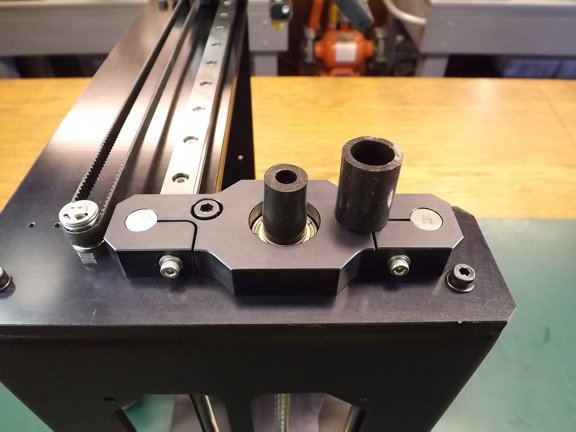
Before installing the tubing on the lead screw I added a stainless 3/8 washer that will keep the tubing from rubbing against the dust seal of the bearing seen below.
Next I cut a couple pieces of the 1/4 ID and 1/2 ID (both 1/8 wall) silicone tubes at a length of 7/8.
I installed the 1/4 ID piece first...
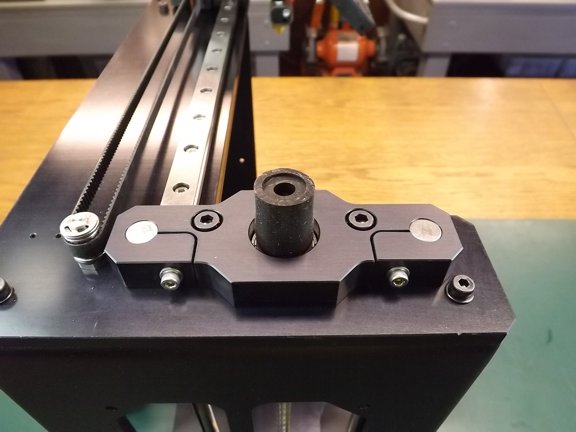
And now the 1/2 ID piece...
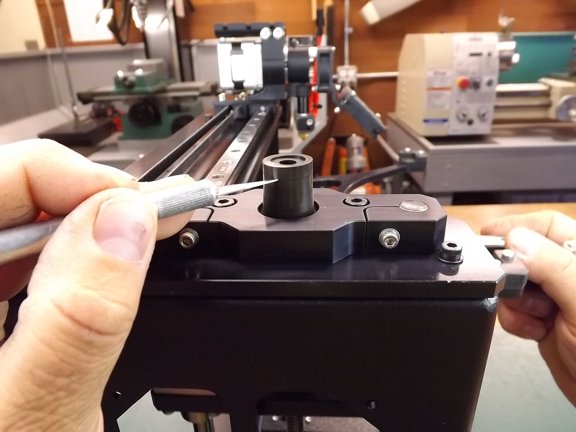
I decided to trim off the tubing to about 1/2 above the frame with my X-Acto knife. I moved the Z-axis up manually and then gently pushed it down while I cut the knob down to size much like a lathe. It worked like a charm ;0)
Now that the knob was complete I wanted to make a friction lock so that the Z-axis could be manually held in place. This is not necessary but could be helpful when working on the machine. I will call this apparatus the M-stop in honor of the MakerGear M2 ;0)
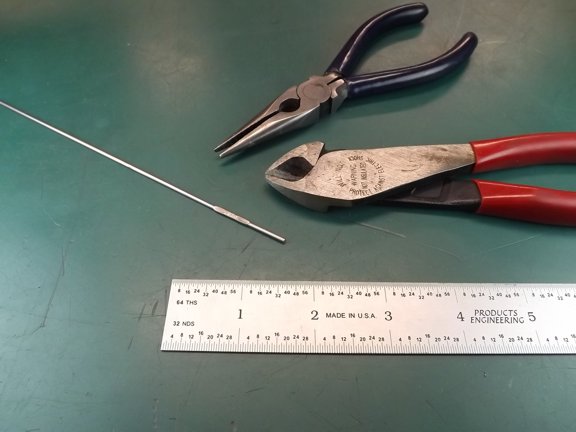
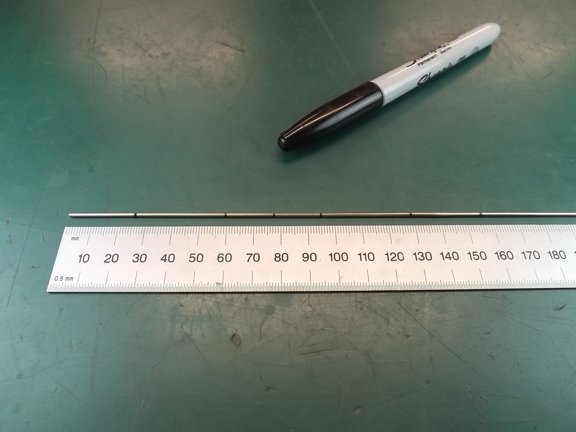
To make my M-stop I decided to use some .060 304L stainless steel welding wire although a piece coat hanger wire would probably work as well.
The first step is to mark the wire from one end at the following intervals: 25, 59, 77, 95, 129 and 154mm (seen below).
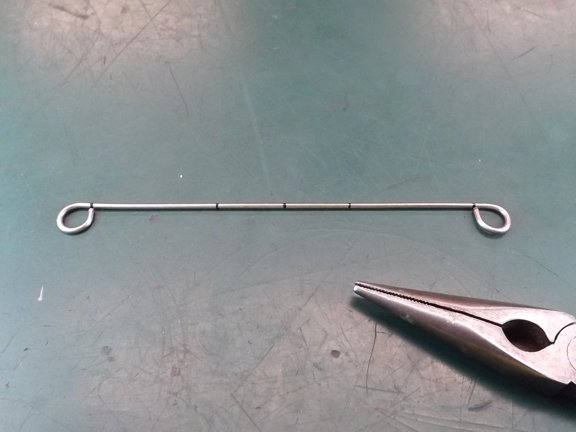
The next step is to cut the wire at the 154mm mark and round both ends of the wire so it is not sharp. I then used some needle-nose pliers to make two eyes at either end so that the end of the wire lines up with the two marks made at 25 and 129mm (seen below)...
Next I made a 140° bend at the 59mm mark as seen below.
And now a 100° bend at the 77mm mark...
Lastly the 140° bend at the 129mm mark.
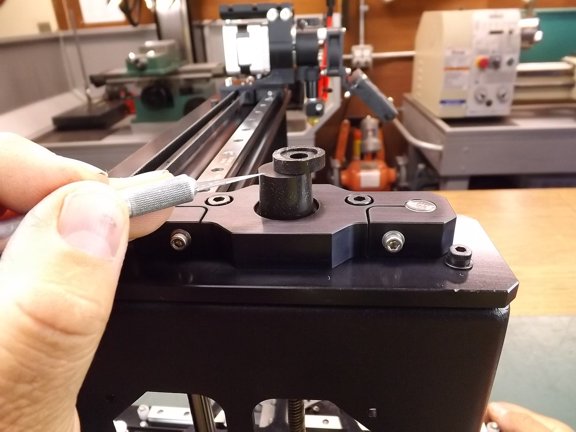
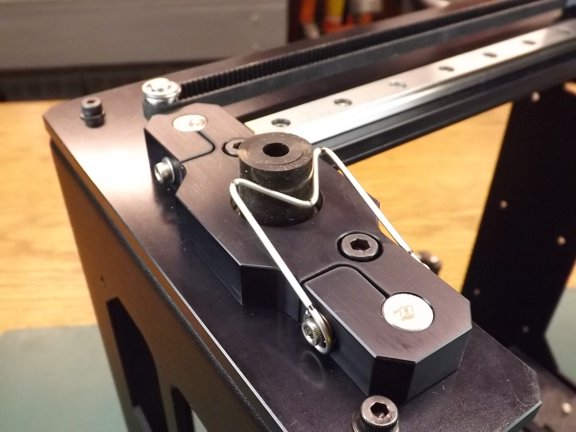
The M-stop can now be test fitted to the machine by placing it over the linear rod clamp screw as seen below. The eye loops should fit easily over the existing screw head and nut on opposing side eliminating the need to modify the machine.
The M-stop can now be fine-tuned to fit the knob I am using by adding a bend to the wire.
I added two marks to the wires at 10mm in from the 25 and 129mm marks...
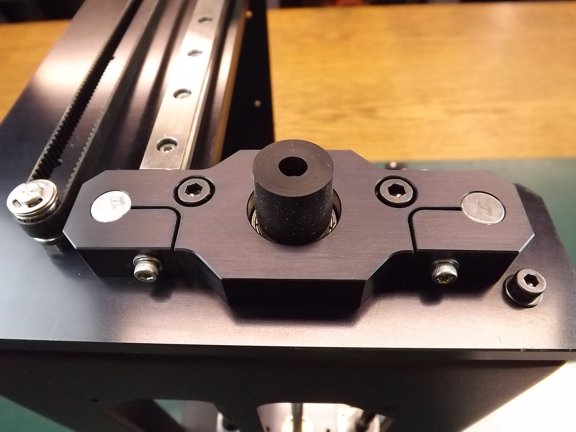
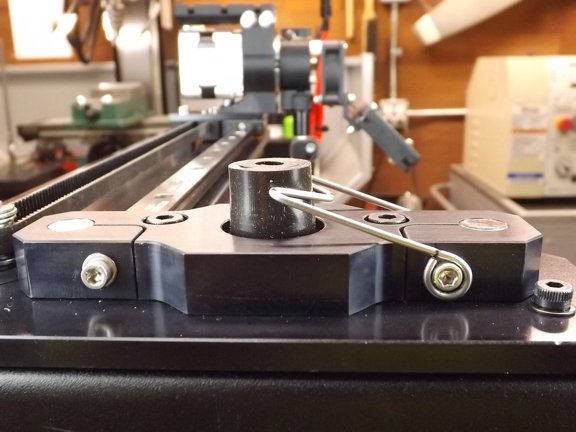
I reinstalled the M-stop to the machine and bent the wire at the marks until the stop was parallel to the machine as seen below.
And there you have it! The M-stop is complete. I now have a way of locking the Z-axis without any modification to the machine and the best part is the adjustment is infinite so it can be locked where ever I (or you) want.
The M-stop also just flips out of the way when not in use...