The last couple of months have been slow going for my gas turbine research. The holidays coupled with family obligations has made it difficult to get out to the shop. Luckily I had some spare time these last few weeks to forge forward in developing the engines subsystems. The fuel system plumbing and throttle valve assembly needed to be completed before I could move forward on the other systems so once again I rolled out the tools.
The fuel system was designed in two circuits. The first circuit is the pilot flame circuit and the second is the evaporator circuit. The pilot flame circuit has one job and that is to supply the pilot flame nozzle with a consistent pressure fuel flow. The pilot circuit is controlled by a single solenoid valve and is fed with a regulated fuel pressure from the main fuel manifold. The evaporator circuits job is to regulate the flow of fuel to the evaporator via a throttle valve. The throttle valve will control the transition from idle to full throttle. The idle set speed will be controlled by a mechanical stop on the throttle valve and the full throttle setting will be limited by a top end needle valve in series with the throttle valve. The fuel will also travel through a solenoid valve to shut down the evaporator circuit independently from the throttle valve assembly. To start my plumbing work I chose to install the 1/8 copper lines that will connect to the pressure sensors and future pressure gauges. Getting these out of the way will be helpful in determining where the fuel lines will fit within the engine frame. I fabricated a bulkhead manifold for easy connection to the combustor pressure, oil pressure and fuel pressure lines. This will help keep the engine more modular and thus easier to work on.
Next I decided to plumb the combustor end plate assembly. I installed some 90 deg. flare fitting adaptors into the end plate for a clean transition to the fuel solenoids. I then utilized my tubing bender and flare tool to fabricate the two fuel lines for the end plate assembly.
Before I could go any further I needed to build the throttle valve assembly. To build the throttle valve I chose to use a brass hydraulic needle valve (part #7833K76 McMaster-Carr). This valve is ideal as it has a 1/4 shaft that can be used in conjunction with a throttle arm. The valve comes with a brass knurled knob installed but easily removes with an Allen wrench.
I used some mild steel to build a throttle valve bracket which will hold the valve and also accommodate the throttle linkage. This bracket will also allow me to install an idle screw feature to the valve.
I fabricated a throttle arm for the valve with some square stock and a 1/4 shaft collar. This will connect to the future throttle cable and control the needle valve.
I welded a 1/4-20 nut on the valve arm and installed a cap screw into it. An idle stop bar was also added to the throttle bracket. This setup will serve as an idle adjustment for the GR-7.
I installed a high end needle valve (Part #4995K13 McMaster-Carr) to the assembly on the upstream side of the throttle valve. This needle valve will limit the overall flow of fuel to the combustor and hopefully keep the engine from over speeding at full throttle.
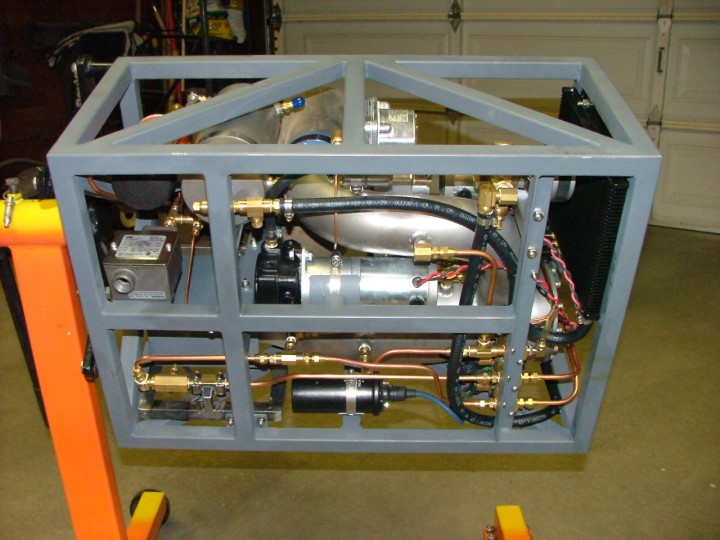
With the exception of the return spring and idle switch, the valve assembly was complete. I needed to install it into the engine frame next so I fabricated a mounting tab and welded it into the frame. The valve assembly was then bolted into place with 1/4-20 hardware.
The fuel lines could now be installed so I plumbed up both fuel circuits with the 1/4 copper tubing. I used 45 deg. flare fittings on all of the connections and double flared the copper tubing for a positive seal. I also connected the combustor drain lines to their respective solenoid valve. The combustor drain system will be used to purge any standing fuel inside of the combustor before startup. This will be an automated function of the GR-7 and improve engine operation safety.
The next task I wanted to work on was a bellmouth inlet for the inducer on the VT-50 turbo. A bellmouth will improve the engines ability to draw in air and increase the compressors efficiency. I will also be able to use the bellmouth itself as a means of support for the future starter system. My plan was to bolt the bellmouth directly to the compressor housing using the eight existing 5/16-18 threaded holes on the inducer.
I did some research on commercially available bellmouths and could not find the size I needed for this project. They were either too big, too small or too weak. It became apparent that I would need to fabricate my own bellmouth, but how? It wouldnt be easy but nothing worth it ever is ;0) To start out I needed a flange to attach the bellmouth to the compressor housing. Using the plasma cutter I zapped out a 10 gauge 304 stainless steel disk that was slightly larger than the face of the inducer.
Using my trusty mill and indexing table, I trimmed the disk round. I then used the table to drill eight holes 45 deg. apart. The holes were drilled to match the threaded holes on the compressor housing.
A 1/4 end mill was then used to plunge cut the center of the disk out to complete the flange. The main advantage of this method is that it doesnt create a lot of heat which helps prevent distortion of the part. Unfortunately stainless can warp terribly with heat so I have become very cautious with how I use heat on the alloy.
The bellmouth flange was now ready for a fit check. I used 316 stainless cap screws to bolt it to the inducer.
To construct the bellmouth body I would need a short piece of stainless exhaust tubing. For this I used a 5 304 SS tube with a thickness of 0.060. I cut a piece just slightly longer than needed and used the belt sander to clean up the outside of the tubing. I also cut a short piece of 6 combustor tubing for a FOD screen ring. The ring will be welded to the outer lip of the bellmouth which will allow me to secure a FOD screen to it in the future.
The 5 exhaust tubing now needed to be cut down in diameter to fit into the bellmouth flange. I used the band saw to section out a portion of the 5 tubing.
Once the fit was satisfactory, I was able to weld up the seam and grind the raised weld flush.
I was now ready to join the bellmouth body to the flange. I carefully tack welded the body in place and then laid a concentrated bead to the inside edge of the flange/tube joint. The belt sander was then used to surface the flange face flat.
So now heres the tricky part. How do you make a bell shape out of a straight piece of tubing? Well, my previous pipe tapering experience would suggest to me that I could segment the sides of the tubing and fill in the gaps with scrap pieces. It sounded a little far fetched with such a thin, stubborn alloy but not impossible. So, with a can do attitude I started the task. The first thing I did was cut 16 evenly spaced slots down the length of the tubing.
A plywood template was cut out to match the desired profile of the bell shape I wanted. I then used pliers to bend the tabs to match the template.
I carefully cut out some wedge shaped stainless pieces from scrap and then tack welded them into the gaps with the TIG welder.
Once the basic shape was complete I welded in all of the pieces. I used the lowest heat I could to glob on the ER308L filler wire. This was to reduce any heat shrinkage that could warp the bellmouth.
I used my 4 angle grinder to carefully remove the weld beads from the bellmouth. I then used the belt sander to carefully contour the inside face of the bellmouth smooth.
I now needed to weld on the FOD screen ring to the bellmouths outer edge. I tack welded the ring in place and then set up the back purging stinger inside of a aluminum foil shroud to shield the backside of the weld. Once the weld was completed I ground off the bead and sanded the edge smooth.
At this point the bell mouth was looking very good. I only had a couple things left to do to it. Two threaded fittings needed to be added to the bellmouth for the oil tank vent line and tachometer sensor tube. I drilled out the holes needed for the fittings and then welded them in from the inside of the bellmouth.
I ground the inside of the bellmouth flush again and placed it inside of the bead blasting cabinet. I shot the bellmouth with silica sand and then with fine glass bead for a finished look. Notice that the tachometer fitting is at an angle to the flange. This is to help direct the tach sensor tubing toward the compressor nut which will reduce the need for a tight bend in the sensor tube. This will reduce the stress on the fiber optics that will be running inside if it.
I could now bolt the bellmouth to the compressor housing. It fit beautifully :0) Notice the brass fitting on the upper left of the bellmouth (below), this is the oil tank vent connection. The black steel fitting at the bottom is for the tachometer sensor tube.
Wow was that a lot of work!!! I had not anticipated spending so much time on the bellmouth but it was worth it in the end. The bellmouth will hopefully be a good platform for the starter system when I decide to add it to the GR-7. I still have a a bit to do before I build the starter system but at least I am a lot closer. I hope you can return to my site to see the continuation of the GR-7 project as it unfolds. Thanks for checking out my project.