OK, where did we leave off?? Oh yes, the crankshaft. On this project the crankshaft is made up of three cold rolled steel shafts and two cast iron discs. The finished shafts are designed to be press fit into the machined crank discs once all of the parts have been finished. This is not an easy task due to the close tolerances needed for a good press fit.
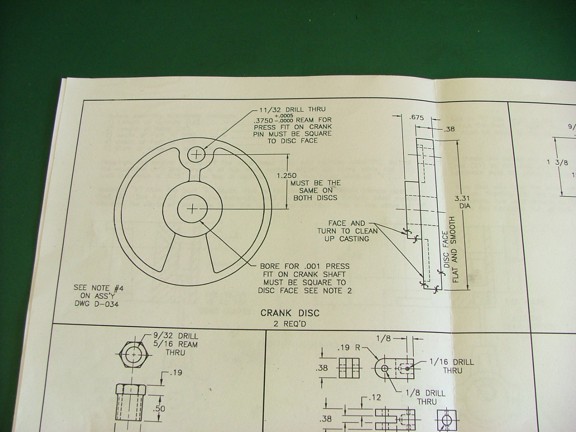
The first step was already completed earlier with the outer crankshafts being prepared with the keyseat cutter. Now I had to machine the cast crank discs to size as the prints call for.
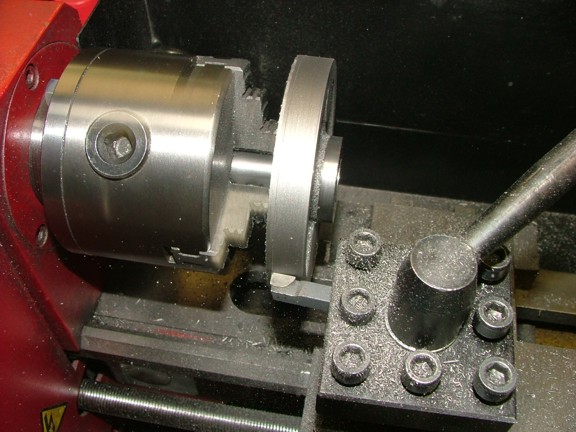
The first step was to center the cast disc into the chuck of the lathe. Once again it is important to properly center the casting as to accentuate the rotational proportions of the casting and prevent wobble on the non-machined surfaces. Once the disc was centered I could proceed on cutting a 1/4 pilot hole for the outer crankshaft bore. You will notice that I am using a tool bit to stabilize and center the drill bit in the tail stock chuck. This is an old trick that I learned by accident and then later confirmed that machinists have been using this method since the creation of the lathe :0) The key is to position the cutter face of the drill bit at a 90° angle to the tool bit rest as to prevent the bit from climbing the rest and messing up your centered hole.
The next step was to drill a larger pilot hole in the disk with a 19/32 drill bit (below). This larger hole will prepare the way for a reamer.
One important thing worth mentioning is that patience during machining will produce a much better project and reduce errors greatly. I take the time to continually measure parts as they progress through their stages. You cant measure too much !!! It is also worth mentioning that your measurements are only as good as your measuring device so make sure you can trust your instruments or tolerances will be way out!!! I have an import digital caliper that I use for most of my machining operations. It does the job well considering it is not an expensive tool. I continually zero out the gauge and clean the jaws of dirt to be absolutely sure the caliper is exact. Multiple readings from different angles is always recommended and patience, patience, patience!!!
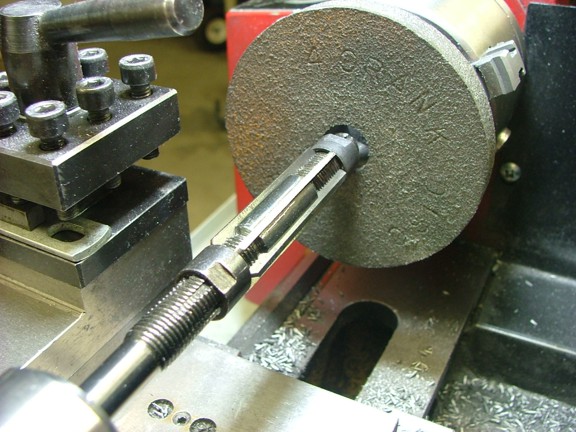
Now in order for a press fit to work I must prepare a hole thats .001 undersized for the .624 wide CRS shaft to be pressed into (.623). That is an extreme tolerance for an amateur machinist to achieve without practice :oP I decided to use an adjustable hand reamer to slowly work up to the .623 size hole in increments to assure I would not over cut the hole and ruin the disc. I used the tail stock chuck to hold the reamer in an axial position while I hand turned the lathe chuck to ream the hole.
After several progressive passes of the reamer the hole was as close to .623 as I could get it.
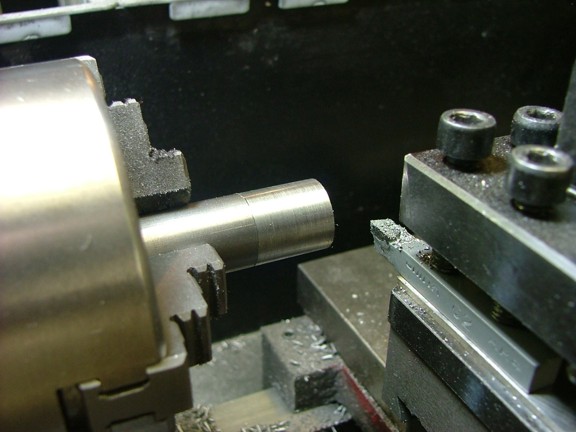
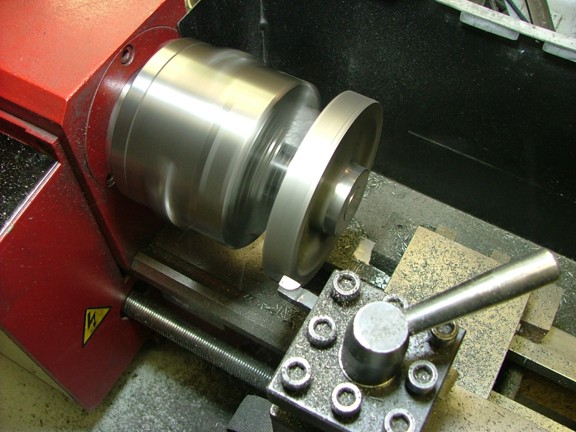
I had explained earlier with the flywheel build that it is important to have a good center to turn a casting on as it will reference all of the future cuts to that one center axis. In this case the crank disk needs to be referenced to the axis of the hole I just bored. To turn the rest of the outer facets of the crank disc I needed to make a turning arbor out of the remaining crankshaft stock. I cut a .622 shoulder on one end of the CRS shaft which will snugly fit into the crank disc.
With the tap of a hammer the shaft was installed on the crank disc and readied for turning.
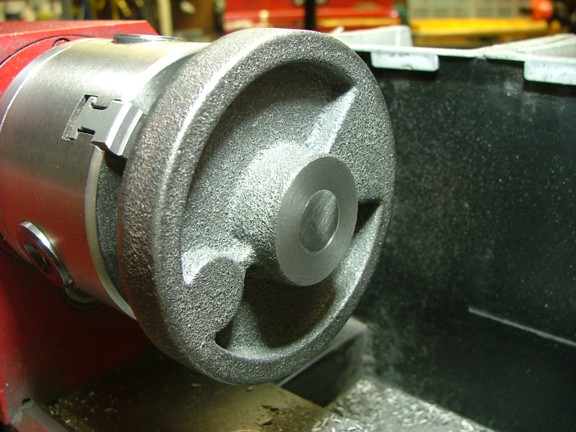
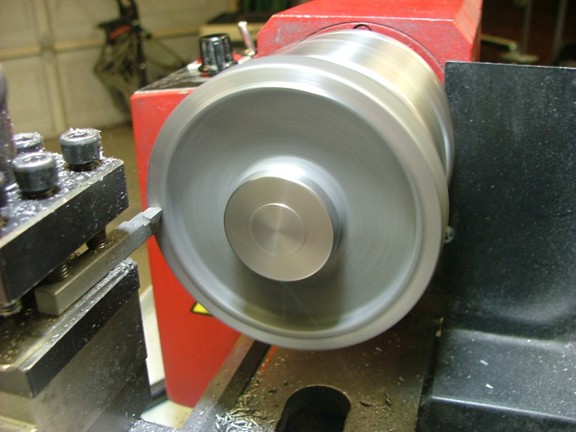
I started out by cutting the hub face of the crank disk to .735 thick from the back side of the casting to the finished face.
The next few operations needed a 1/4 round tool bit to cut a rounded profile into the crank disc face much like the hub on the flywheel. I made a carbide bit by taking a regular left-handed bit and rounding the nose on my bench grinder. Now it goes without saying that carbide is very hard to grind but if done with patience and cooling water it can be done.
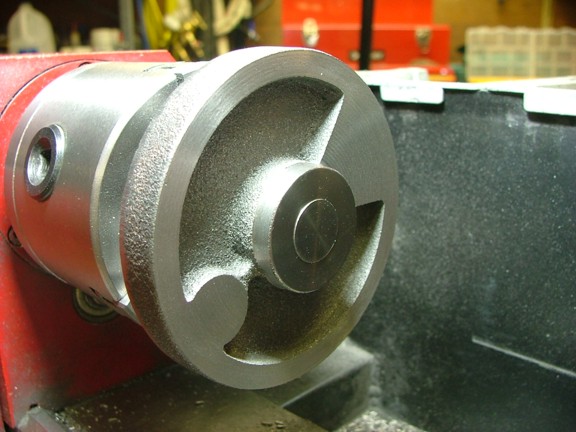
I worked on facing the outer side of the crank disc with the 1/4 round bit. I used the round nose of the tool bit to finish the inside corner of the disc hub. The 1/4 round finish really adds a professional look to the project :0) Of course I did not remember to photograph the inside corner to show you what I mean - Hmmmm :0/
The next step was to machine the outer diameter of the disc which ended up being about 3.315 in diameter.
Now that the outer face of the disc was complete I could work on the inside face. I removed the disc from the arbor and reinstalled it on the other side.
I cut the disc to about .425 thick at the outer edge of the disc (the print called for .380 FYI).
One down and one to go :0)
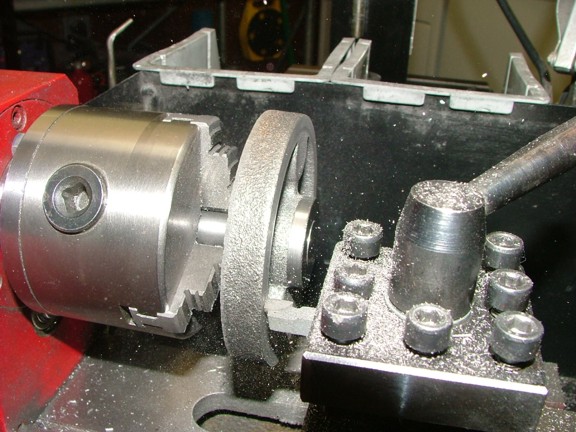
After repeating the process I had two identical discs. To move ahead to the next step I needed to modify my disc arbor to fit both discs on at the same time. I cut the shoulder in on the shaft to about 1.5 and tested the shaft on both discs.
I installed the new arbor shaft into the discs to perfectly center them on each other to drill out the crank pin holes. I then carefully marked out the top dead centers of the crank pin bosses in the cast discs. These centers will help align the two discs perfectly and prevent them from being unsymmetrical. I layed out the 1.25 offset to the crank pin hole as required by the prints on the crank disc as seen below. I then carefully clamped down the two discs to the mill table to bore the 3/8 hole for the future crank pin.
To help align the mill to drill the hole I set up the center indicator or wobbler to perfectly center the mill on the center punched mark. The wobbler does a great job at finding the exact center of the mills spindle by self adjusting its axis to spin true (with a little help from bumping it while the mill is turning).
Now that the mill is perfectly aligned with the bores axis I could drill a pilot hole through the two aligned discs. I was careful not to drill into the mills table and ruin my day :0P
Now that the pilot hole was finished I could follow it up with the 3/8 drill bit. Now I must warn that a hole drilled into thick metal is always going to be a little wider on the top of the hole as the drill will wobble a bit as it is drilling. A precision reamer is suggested to finish up the hole to the desired tolerance to prevent any undesired taper. I did not want to spend the money on a reamer so I decided to wing it by custom building my crank pin to match the bores of the crank discs which were tapered only by .001.
My crank discs were now complete!!!!!
The next step was to cut a lead-in taper in the end of the outer crankshafts. This taper will help the shaft press fit into the cast discs.
I used a permanent marker to indicate where the keyway seats were in relation to the crank pin centers. This will help me to orient the shafts when I press them together.
Ahh, the moment of truth. Did I correctly bore the discs to allow the shafts to be press fit in or are they too small? Once the shafts are pressed in it would be hard to remove them should the holes be too small for the shafts to fit all the way :0}
I used a nylon faced hammer to start the shafts into the crank discs. I then checked that the discs did not wobble on the shafts by placing them in the lathe and using a dial indicator. Once the discs were checked I put them in my 12,000 pound shop press and pushed the shafts into place.
The first crankshaft pushed into the crank disc nicely. It took about 8,000 pounds of force to press the shaft into the disc. The second disc was not so easy. It took all the force of the press to wedge the shaft into the disc proving that tolerance is crucial in getting a good press fit. I had opted not to use heat to help expand the cast disc assuming that my measurements were precise. Next time I think it would be wise to heat up the disc to 300° F or so to relax the bore and help the shaft fit in :oP All that matters in this case is that it worked this time :0)
My crank discs were now joined to the outer crankshafts and ready for the crank pin!!!
Join me on the next episode of the 6CI project where I build the crank pin and get started on the pillow block bearings. Till then be safe my friends !!!!!