Hello again everyone! I have been busy working on the 6CI project and have more to share. I am still working on the flywheel casting at this point and need to make a arbor of sorts from the 5/8 Cold Rolled Steel (CRS) stock used for the crankshaft in the kit. I needed to cut a 1/8 keyway into the shaft so it will work with the keyway I broached in the flywheel earlier. I set up the CRS shaft on my mill table and trued it to the travel of the bedway with a dial test indicator. This is to insure that the cut will be uniform in depth down the shaft.
To cut the keyway into the shaft I will be using a keyseat cutter specifically made to do the job.
I attached the cutter to my MT2 1/2 Jacobs style chuck in the micro mill and set the height of the cutter in the middle of the shaft. I made a few progressive cuts and checked the depth a few times to prevent an over cut. Cutting oil was used to help keep things cool and prolong the life of the cutter.
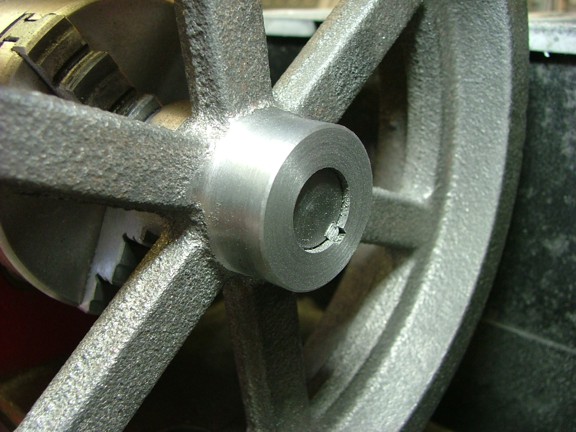
I ordered some 1/8 keystock for the shaft earlier and cut a piece to test out the keyways I made.
The shaft and keystock fit into the flywheel beautifully :0)
The next step was to tap and drill the hub for the set screw that will hold the flywheel in place. I drilled a #25 hole in the hub at about a 15° angle right over the keyway.
A HSS #10-24 tap was then used to thread the hub as seen below.
I used the #10-24 set screw provided in the kit to secure the shaft to the future crankshaft end. Now I will be able to turn the flywheel on the shaft it will be running on later. This will ensure that the flywheel wont wobble due to an improper centering on the lathe chuck.
Now a machining purist might argue that the shaft should be placed between centers if this is to be done right. I unfortunately do not have that much real estate on my bedway to do this so I must trust that my chuck is true enough for the task.
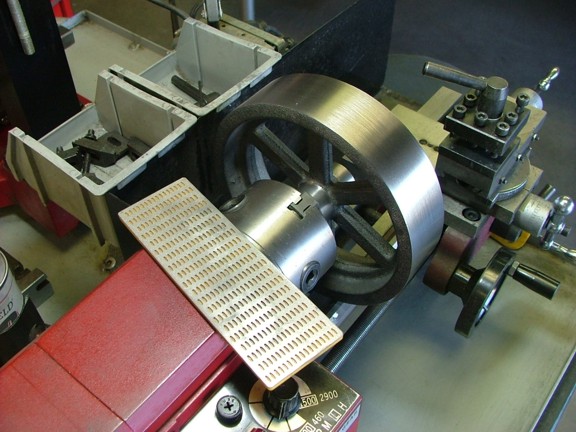
I mounted the flywheel to the arbor shaft and gave the flywheel a test spin.
I decided to finish up the other side of the flywheel hub with a 1/4 round bit as seen below.
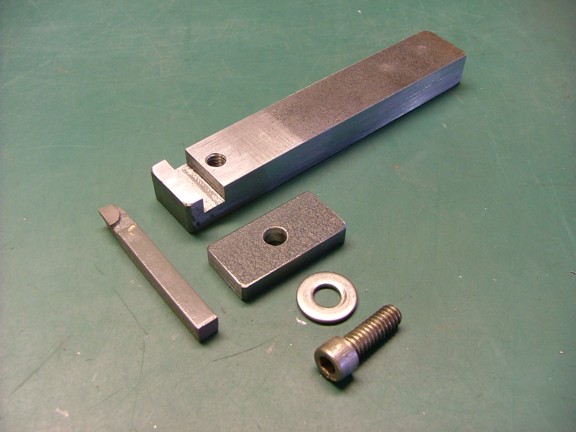
Now because my lathe is too small to properly cut this flywheel I will need to improvise a new cutting tool holder. The compound tool rest on the 7 x 12 cannot reach the outer side of the wheel and needs a tool holder extension to reach the left side of the wheel face. I used a scrap piece of steel to make the extension as seen below. A 1/4 slot was cut into the end of the bar which will hold a 1/4 carbide tipped tool bit.
A 1/4 - 20 tap was used to tap a hole in the bar for the securing screw.
Ahh, the finished tool :0)
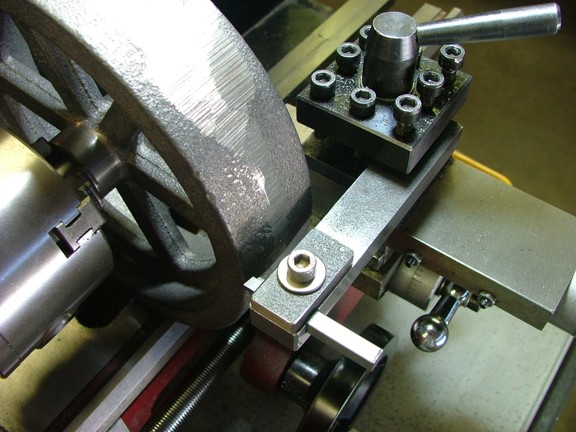
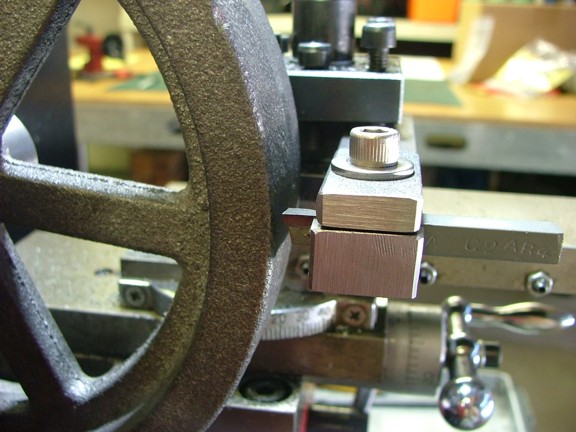
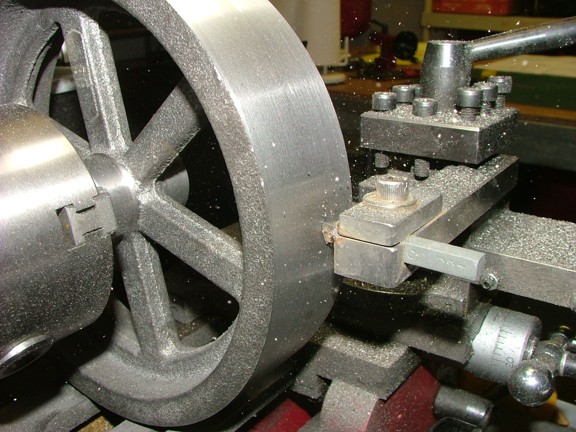
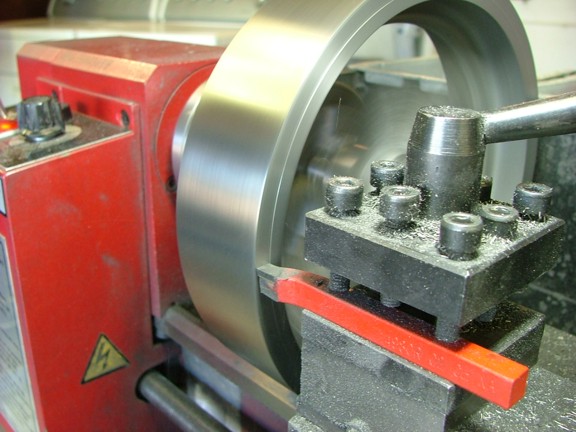
With the compound rest almost completely extended I was able to bolt in the bit extension tool as seen below.
Now that the extension was in place I could start cleaning up the outer surface. I used the carriage lead screw to drive the bit across the face of the wheel in progressive cuts. I made sure not to cut too aggressively as the motor of the lathe was easily bogged down by the big wheel.
The outer shell of the rough casting seems to have an abrasive quality to it, probably due to bits of the casting sand still left in the surface of the metal. I had to sharpen the carbide bit a few times on the bench grinder to continue to cut cleanly. Once the outer shell was trimmed the wheel turned nicely. However I had to be careful of harmonic vibration setting in and chattering the bit over the surface. It seems to be a common problem with certain machining operations where the workpiece starts to ring like a bell and induce chatter marks from the vibrations in the work surface. It is common practice to use wax to encase the inside of a piece or a rubber belt to act as a harmonic dampener to reduce these chatter marks. The length of the tool bit out of the tool holder as well as the speed of the workpiece in the lathe can effect this harmonic vibration. I try to test out the different combinations of settings to get the best results. You will know when you are cutting cast iron correctly when you hear the familiar hiss of a good cut.
Now this cutting process produces a lot of swarf or metal chips that pile up quickly. It is my personal belief that the swarf be picked up periodically between machining operations to help promote a safe and clean workshop environment. I use a dust buster style vacuum as well as a shop vac to clean the bedway and chip pan several times during the machining of a part. I really hate looking for tools and such under a pile of metal chips :0/ Oh and something that I learned over the past few years is dont be tempted to blow the metal chips out on your driveway thinking they will just blow away eventually, oh no! The chips will rust and turn you nice driveway into a rust colored Monet!! Cast iron will do this faster than any other metal so be sure your exposed concrete is free of metal dust each day you machine!!!
Now I am completely unfamiliar with cast iron machining and I am not sure how to finish exposed surfaces like the flywheel just yet. I do know that the cast seems to work harden as you try to use aluminum oxide sanding pads to clean up the chatter marks made by the tool bit. The cast surface does not clean up like mild steel with sandpaper so I had to figure out how to polish the oddly hardened cast surface. To cut the surface chatter off of the flywheel I used a diamond hone to file off the uneven surface (above). So far it worked the best over aluminum oxide but still needs fine tuning.
I cut the side faces of the flywheel now which cut pretty easily.
I used a 1/4 round bit to clean up the inside of the outer ring of the flywheel. I found it very hard to suppress the harmonic vibration of this specific cut and consequently it left chatter marks in the finish :0/
To further experiment with the polishing process I used a 120 grit aluminum oxide flap wheel to further polish the outer surface of the wheel. I used the lathe to spin the wheel in the opposite direction of the flap wheel and achieved fair results. metal polishing compound and a cotton buffer wheel was then used to finish up the job (not shown). Now I know it might be too early to be polishing but I was curious how I was going to do it :0P
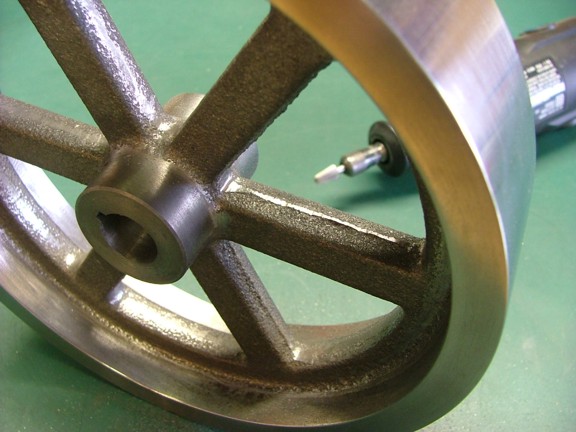
The next step was to clean up the casting seams using the Dremel tool and a high speed cutter as seen below.
The cutter made short work of the seams but dulled easily when was exposed to the sandy cast areas as noted before. I would suggest cutting the straight seams first and then move to the corners later on in the bits life.
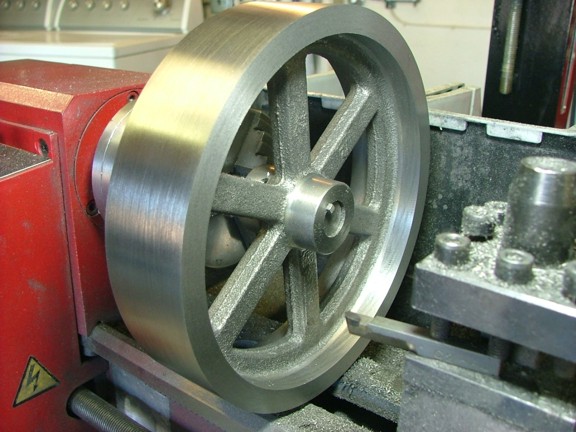
The flywheel is now complete and I can move on to the next step :0) Oh, be sure to coat any bare cast iron with oil to prevent rusting. This stuff will rust even if it looks at water :0P
The crankshaft of this kit will probably prove to be the hardest part of the kit. Thats because the crankshaft is made of five separate pieces that will need to be press fit together. Now It goes without saying that tolerances need to be extremely precise when press fitting cast iron parts so I must be super careful during this part of the build. To start off I needed to cut a second side for the other side of the crankshaft. This is basically just like the shaft that I prepared for the flywheel arbor and required a keyway cut into it. I cut the keyway 2.25 long, just as the other side of the shaft was cut earlier (the prints call for 2.75 long FYI).
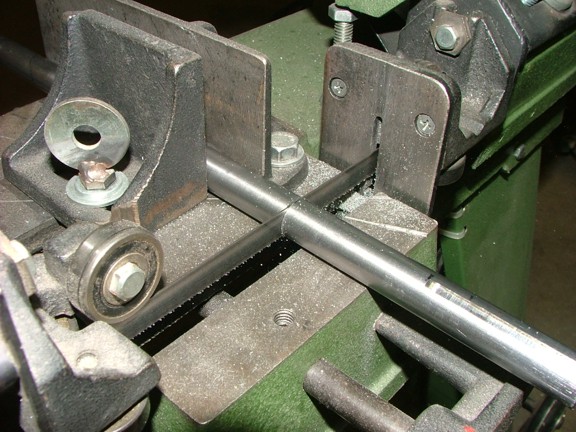
Using my trusty bandsaw I cut both sides off of the CRS shaft to 4.5 long as the prints call for.
After careful measurement and finish grinding the ends I was done with the first step of the crankshaft :0)
Please join me again when I work on the crankshaft discs and see just how difficult a press fit can be :0P Till then be safe my friends!!!