|
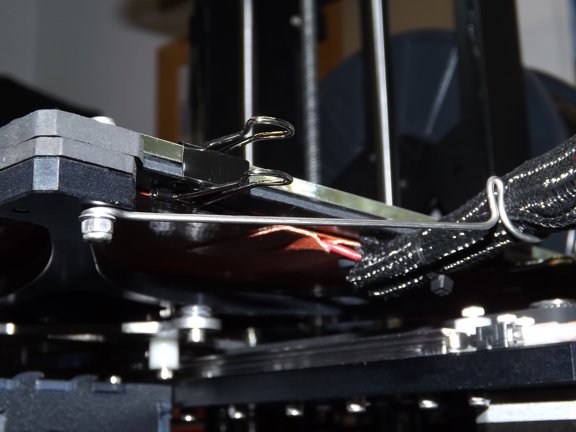
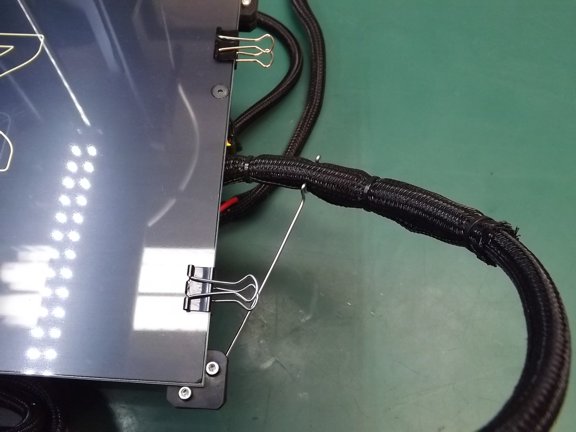
To secure the wire I replaced one of the original HBP mounting pad screws with a M3 x 20mm spare parts screw and a M3 Nylock nut (seen below). The support wire can be made of any rigid wire like coat hanger wire or in my case, stainless steel welding filler.
|