|
One of my original goals for the GR-7 was to develop an electric direct drive starting system that would be capable of spooling up the VT-50 turbine. A system capable of engaging a starter motor directly to the turbine shaft and then disengage it from the turbine shaft once the engine is running. This would allow the operator to easily start the engine without any additional ground support equipment. Unfortunately developing such a starting system can be difficult as high speed rotating machinery demands precision tolerance and balance. Fortunately for me, I love a good challenge :0)
Generally a turbocharger gas turbine needs to be spooled up to about 30% of its full operating RPM to self-sustain and successfully complete the starting cycle. This self-sustaining or self-accelerating RPM is where the turbine is capable of maintaining an idle speed under its own regenerative power. If the turbine does not reach this minimum RPM during startup it wont be able to achieve the requirements for proper combustion and have a failed start.
The GR-7 has a top RPM of 66,500 which would imply that it needs a starter capable of spooling it up to 20,000 RPM (30%). This will require a fairly high speed mechanical connection for any direct drive system to work. Not an easy task to accomplish considering that it must engage, spool up and disengage without damaging the hydrostatic bearings of the turbocharger. Any radial load to the turbine shaft while it is spinning could cause damage to the hydrostatic bearings or worse, cause the turbine wheel or compressor to crash into its housing at high speed.
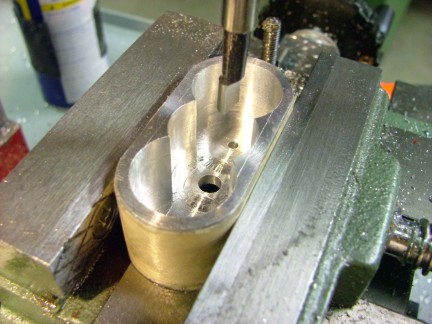
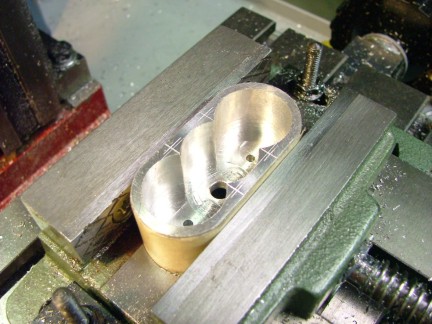
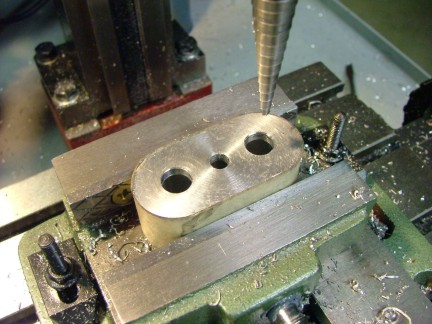
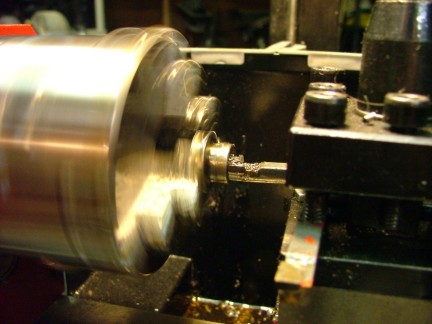
I plan to experiment with a special hex-drive turbine coupling that will be properly aligned with the turbine shaft minimizing any radial load during startup. The hex-drive will ride on a retractable starter mainshaft and engage and disengage via a 12 volt solenoid. The starter mainshaft itself will be supported by two high speed bearings that will allow it to slide axially, making the turbine shaft/hex-drive connection possible (more on that later).
To make my design work I will need a suitable electric motor to drive the starter shaft, capable of at least producing 3/4 to 1 HP @ 20,000 RPM. To find a possible candidate I started to search the internet. I discovered that a majority of the available high speed electric motors capable of this task are of a series wound, brushed variety. An example would be a electric die grinder or router motor. The series motor uses an electromagnetic armature field and stator field that are in a series connection which allows for incredible RPMs.
Unfortunately the series wound motors that are readily available are bulky and require 120 volts AC to operate. This type of motor would be acceptable for a stationary engine but not really practical for a jet bike application. The series wound motor would need to be used with an on-board AC inverter capable of at least 1500 watts output which itself would be bulky. I needed to find a more practical motor system.
I started to look into the brushless 3-phase motors used in remote control model applications as a possibility. Most are designed to be lightweight and produce incredible amounts of torque for their size. The phasor type motors use a rare earth magnets for armatures and utilize a poly phase type speed control to drive the stator fields during operation.
Some phasor motors have internal armatures (for RC cars and small aircraft propellers) and some have external ones (for large, low RPM propellers). The internal armature variety are set up for high speed/low torque applications while the external produce low speed/high torque outputs. The external armature motors or outrunner motors are becoming more popular with the RC airplane crowd as they do not need a gearbox to increase slow speed torque for use with larger propellers.
Considering the weight savings as well as the torque output of theses motors convinced me that this was the type of motor I needed. I only had to decide what style and wattage motor I would use on the starter. I suspect that I will need around 500 to 750 watts of power to spin up the turbine with an output of 20 to 30K RPM. After weighing this information and factoring in the cost of the motors available I decided to use two small internal armature motors in leu of one larger one.
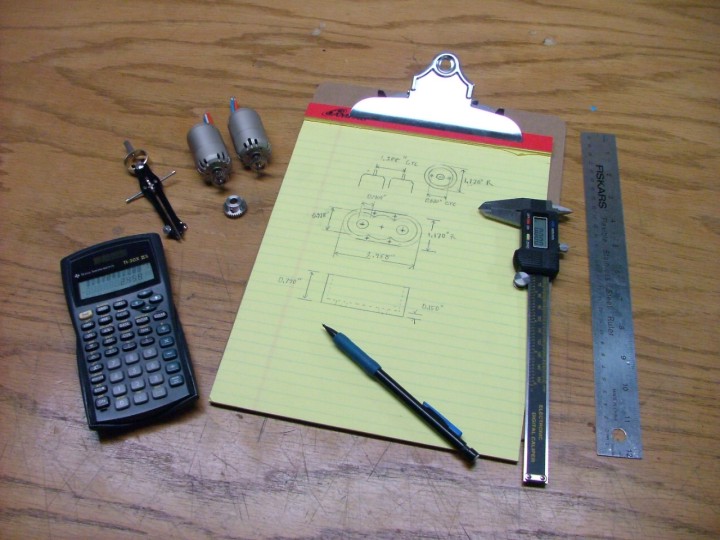
The two-motor design will allow me to have a high RPM-high torque output from a relatively small package. The only drawback is that they will need to be coupled with a gearbox. I purchased a couple of Multiplex 480 size, 250+ watt 3-phase motors (#BL-480/5D) for the project. Supplied with 12 volts these motors can produce up to 32,000 RPM (45,000 max) without any problem. My only concern is will there be enough torque to start the engine?
To ensure I would have the most torque available I purchased some 48-pitch RC car pinion gears of assorted sizes to fine tune the motors gear ratio if needed. The larger 36 tooth spur gear below was purchased from McMaster-Carr (#6832K44) and the RC car pinions from Tower Hobbies (#LXEX24).
|