|
|
 |
I installed a fresh new bearing into the bearing tube before I bolted it onto the gearbox. Using the silicone I torqued on the tube and readied it for the bearing cap.
|
|
|
|
I purchased some 1/4 fiberglass rope (used for high temp sealing) from McMaster-Carr. I packed a single layer of rope into the seal race to make my shaft seal. Once I installed the retainer washer, I applied high temp silicone to the bearing tube end and bolted on the bearing cap.
|
|
|
|
The turbine assembly is almost complete with the exception of the blast seal. I wanted my design to insulate the bearing tube from the heat of the turbines exhaust so I built the bearing tube heat shield which diverts the jet exhaust around the bearing tube. To prevent the hot gasses from leaking by the turbine wheel and into the bearing tube, I figured on using a modified shaft collar that would keep a majority of the gasses out of the heat shield.
I purchased a few 5/8 shaft collars to experiment with and came up with an idea. I used the lathe to cut grooves in the shaft collar that might impede the flow of hot gas into the heat shield. The expansion of the turbine housing might make the adjustment of this collar difficult as the bearing tube will probably not expand with the turbine housing. This leaves the adjustment up for experimentation when I get it running.
|
|
|
|
I temporarily installed the blast seal and turbine wheel to assemble the complete power turbine assembly. I wanted to measure the engine to formulate my new frame design so I bolted it all together and supported the gearbox with a floor jack.
|
|
|
|
I removed the engine from the frame along with all the support equipment. I was ready to start welding the 1 square tubing to the GR-1s existing frame. I felt kind of awkward modifying the GR-1 as it was such a happy creation but hopefully this will be a better one.
|
|
|
|
I figured on using the same square frame design and just extending it to meet the gearbox. I installed caster wheels on the frame as the engine is getting too heavy to drag around. It makes working on the engine much easier too.
|
|
|
|
With the frame finished, I set out to paint the parts for final assembly. I used some rattle can paint to paint the frame and gearbox. Some cheap high-temp paint worked for the turbine housing.
|
|
|
|
After the paint dried, I bolted up the turbine housing to the gearbox to prepare for turbine wheel installation. I had earlier ground some flat spots on the turbine shaft for the set screws on the blast seal collar and the turbine wheel to seat on. I set up the blast seal collar about 0.010 away from the end of the heat shield hoping that it would not rub when up to operating temperature. (Educated guess)
|
|
|
|
I used the blue locktite on the turbine wheel set screws and also on the blast seal collar. I am not sure how this will work but I will soon find out. I bolted the 12 stainless screws into the housing and readied it for the frame.
|
|
|
|
I needed to make some equipment changes to improve on my original design for the hydraulic system. I needed to pull more cooling air through the oil cooler now that I am attempting to cool more equipment. I originally had the cooling fan on the pump shaft but it would not blow enough air. I fixed the problem by removing the fan blade from the pump shaft and installing a cut down model airplane propeller onto a modified motor pulley.
|
|
|
|
The new oil pump system pulls a good volume of air through the oil cooler and solves that problem. I also moved the oil filter to a vertical position as it was filling up with air bubbles and compressing when the pump was running. This caused my oil level to be out of wack all of the time so I fixed that too. The gearbox needed a oil accumulator to collect the drain oil and keep the oil pump from sucking the primary reserve dry when the engine is running at an angle.
I built a tank out of.... you guessed it! 2-1/2 EMT - surprise !!!! :0) The tank has a 5/8 hose barb at the top for the drain and a 3/8 barb at the bottom for the oil return.
|
|
|
|
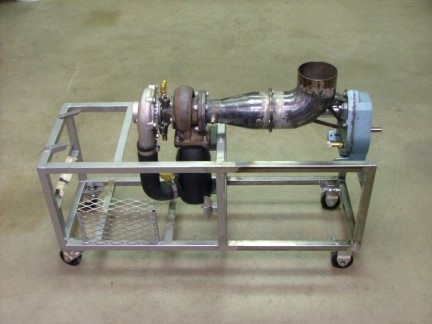
I started bolting the engine into the frame for final assembly. This will allow me to reassemble the engine parts and start to plumb my new hydraulic system. The new hydraulic system will consist of the original GR-1 system with the addition of a metering valve for the turbine bearing cooling oil and the new oil accumulator tank that will help remove air bubbles from the oil as well as keeping the system balanced when operating at angles. It looks good on paper anyway :o)
|
|
|
|
|
I had to weld a bracket to hold the oil accumulator and then repair the paint job on the frame. I also added a DC motor to the side of the gearbox and hope to use it as a generator to power the GR-5s systems. You can see the oil return line going from the oil accumulator to the oil cooler. You may also see the copper drain pipe that I made to connect the gearbox drain to the oil accumulator. I plumbed the high pressure side of the hydraulic system with 1/4 copper line and used flair fittings on most of it.
|
|