Hello again everyone! This episode I plan to take care of the eccentric yoke (strap) and hub. The yoke and hub are what drive the valve train of the 6CI engine. The yoke is made of a cast iron casting that needs to be machined to size.
The first step in machining the yoke is to lay out the cut line that will separate the yoke from the cap or strap. This line will be used as a reference of plumb at this stage of the project.
Using the cut line to level the yoke in the vise I was able to face the connecting rod side of the yoke flat with the carbide end mill (below).
I proceeded to center punch the connecting rod hole on the yoke casting as seen below.
Using a 3/32 drill bit I piloted a hole through the center punch. I then chased out the hole with a 3/16 drill bit. Note: I did not drill the 3/32 oil hole into the bottom of the yoke as the prints suggest. I plan to use a grease cup just to the side of the connecting rod support so I will drill my oil hole there later.
The next step is to flip the yoke over to expose the cap side. I leveled the yoke using the cut line I laid out earlier. Since I am installing a grease cup on the yoke side of the casting I am planning on installing the cap hardware on the cap side to allow clearance for the grease cup (you will see later on). I centered the mill spindle on the screw holes in the cap using the center finder tool.
Using a 5/16 end mill I spot faced the two screw locations as seen below.
I now used a #25 drill (.1495) to drill all the way through the casting on both sides.
A 13/64 drill was used to widen the holes just to the depth of where the yoke will be parted (about 5/8 deep). FYI: the plans call for a 7/32 drill but I used the next size down for a closer fit.
Using my bandsaw I separated the casting at the cut line and then sanded the ends of the yoke and cap (not shown). I then placed the yoke in my vise and tapped the 10-24 holes as seen below.
So far so good!!!!
I now bolted the cap to the yoke in preparation for boring the inside of the casting. I had noticed that the casting was a little uneven in thickness so I chose to use my belt sander to grind the outside face to a little closer tolerance. After I was done the thickness was at about .525 all the way around. This will help with the machining process later on...
I mounted the yoke to the mill table and proceeded to bore the casting with my boring head.
I had to sharpen the boring bit several times while chewing through the rough cast surface. Once I was through the rough stuff the metal bored nicely :0) I stopped boring at about 1.420 ID which seemed to be big enough for the job. The plans called for 1.5 but I didnt see the need to go much bigger...
My quality control inspector (Mila my daughter) paid a surprise visit to the shop to make sure I was within specifications. Luckily she did not notice the .08 deviation in bore and I was able continue the contract :o)))
The next step was to face the outer sides of the yoke. I mounted the yoke on the lathe and cut the faces to about .485 total thickness (the plans call for .5 FYI). Notice the blue painters tape on the jaws of the chuck. This was to protect the bore from the sharp jaws of the chuck...
Remember the grease cup I installed on the connecting rod? Well, I wanted to add one to this part as well so I drilled a #38 (.1015) hole in the yoke as seen before for an oil hole.
I then tapped the hole with a 5-40 tap.
I temporarily screwed in the grease cup for a fit check. You can now see why I could not install the cap screws from the yoke side as the prints suggest.
The next step was to machine the eccentric hub or sheave. The hub is what the yoke and cap will ride on. This will be made from the remaining 1-5/8 CRS steel rod.
To start off I machined the inside face of the hub that will be in contact with the yokes bore. I used a thin carbide tool bit to cut the face as seen below.
Once the OD was cut to size I was able to polish the surface a bit with 320 grit sandpaper.
I now was able to test the fit of the yoke on the hub. I bolted the yoke onto the hub and placed a couple of drops of light oil on the hub for a spin test. The yoke fit very well over the hub and with very little play in any direction. I turned on the lathe at low speed to see how well the yoke would spin on the hub. To my surprise the yoke had very little friction with only the few drops of oil!!! You can see below the lathe turning while the yoke/cap stays stationary.
The next step was to bore the hole for the crankshaft in the eccentric hub. For this I decided to use my 4-jaw lathe chuck which will allow me to position the hub out-of-center on the lathe. The four independent jaws of the chuck allowed me to offset the hub exactly a 1/4 to make the total throw of the hub equal to 1/2.
I marked the hub with a center mark that indicated the 1/4 off center. This was the mark I would be boring my 5/8 hole on. I turned on the lathe to check that I had properly centered the hub in the chuck. The center punched mark on the hub did not wobble so I knew I was on track (see below).
I started out the bore with a small drill bit (pilot hole).
A 19/32 drill bit was then used to hog out the pilot hole as seen below.
A boring bar was then used to bring the bore up to size. I wanted the hub to fit the crankshaft with a close tolerance so I was patient with my passes.
And now the bore was complete!!!
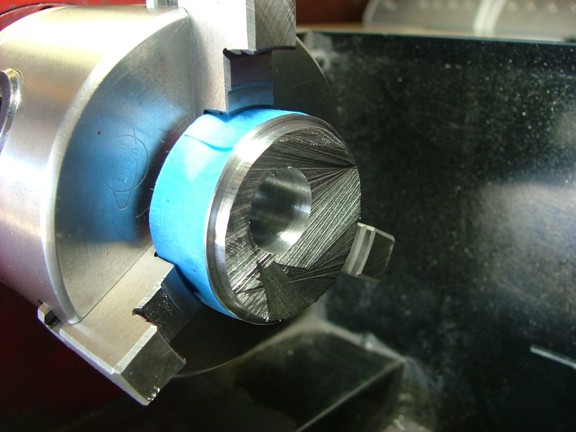
I used my bandsaw to remove the stem of the workpiece. I was then able to machine the other side of the hub as seen below. Notice the blue painters tape that is protecting the part from the jaws of the chuck.
I cut the outer lip of the hub to about .06 thick on each side just as the prints suggested. The overall lip OD was cut to about .16 larger than the inner face (in this case to about 1.58 OD).
While the hub was still on the lathe I polished them up a little with some 320 grit sandpaper and polishing compound (not shown). I then removed the hub to be drilled for the set screw. I placed the hub in the vise and drilled a #25 hole through the thick side of the hub into the crankshaft bore.
I then tapped the hole with a 10-24 tap as seen below....
I installed a 10-24 set screw into the threads and positioned the hub onto the crankshaft. I installed the yoke and cap for a final fit check.....
Well, this project has definitely been a lot of work so far. Much more than I had originally anticipated when I opened the box 8 weeks ago :0P I am coming up on 50 hours on this project not including the two hour average it takes to put together one of these articles. Regardless it has been a lot of fun and I am much more comfortable around my machine tools now. I have definitely graduated from metalwork beginner ;0) Join me again on the next episode where I will build the rest of the valve rod linkage. Until then be safe my friends and always remember your safety gear!!!!